

在多个行业中,对定制或小批量生产防水和不透气部件均有大量需求,如海洋研究、水下机器人、可持续技术工程、石油和天然气行业以及国防。虽然某些 3D 打印技术为这些部件提供了理想的解决方案,但人们对增材制造部件的普遍看法是:无法在加压环境中使用的多孔部件。
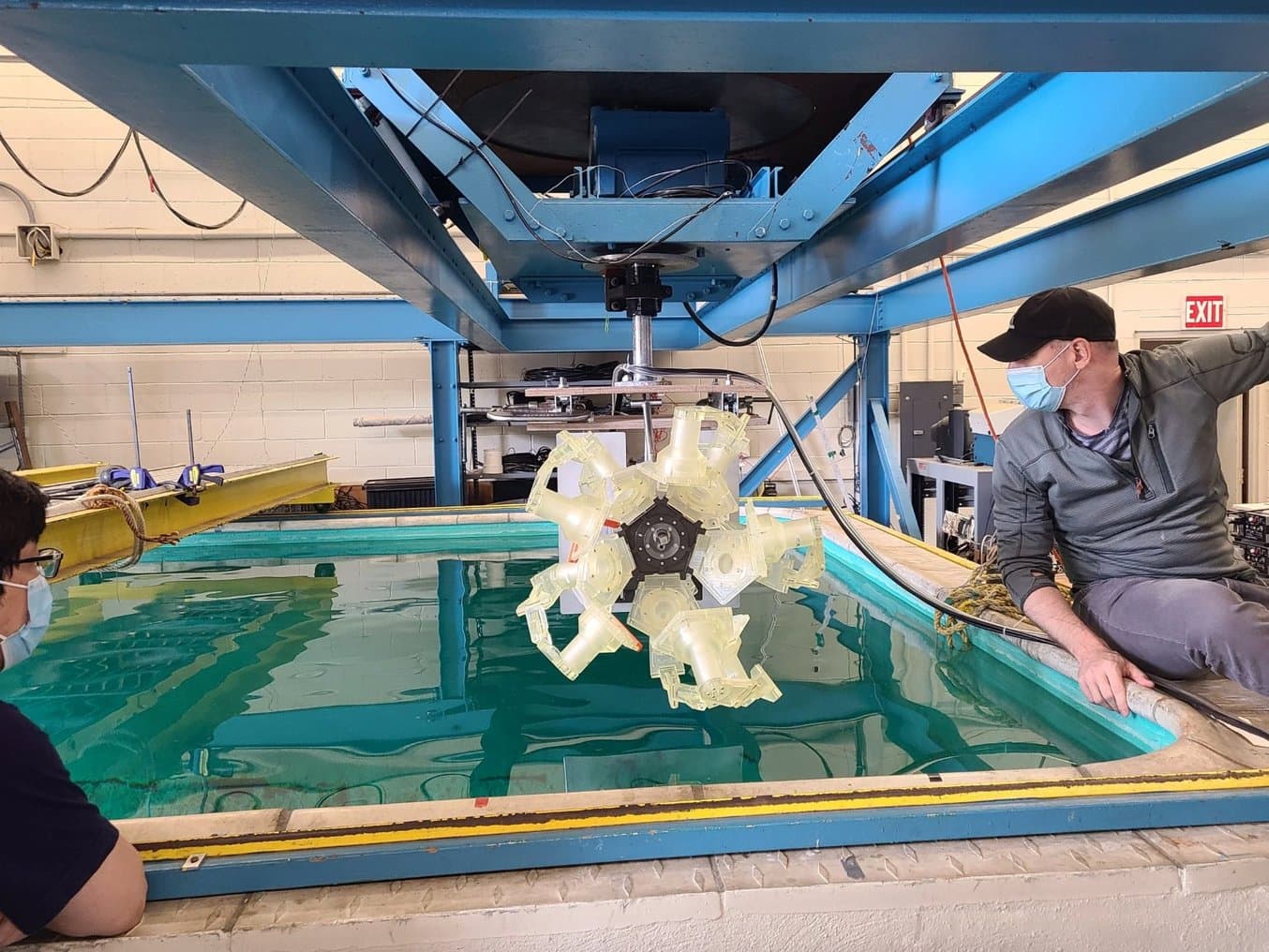
Formlabs 通过与罗德岛大学水下机器人和成像实验室 (URIL) 之间的合作,打印了熔融沉积成型 (FDM) 、立体光固化 (SLA) 和选择性激光烧结 (SLS) 多件式组件,并在水下模拟压力舱中进行了测试。测试结果以及图表、O 型环建议和设计指南均载于白皮书中。

设计和制造定制防水部件
防水性是指物体防止水进入或流出外壳的能力,与部件材料的基本性质相比,它与外壳或组件的构造有密切关系。然而,如果考虑到这些部件下降至地表下时将承受的压力,固有的材料性能就变得更加重要。URIL 的实验涉及设计、密封剂方法和材料性能。
防水部件的应用
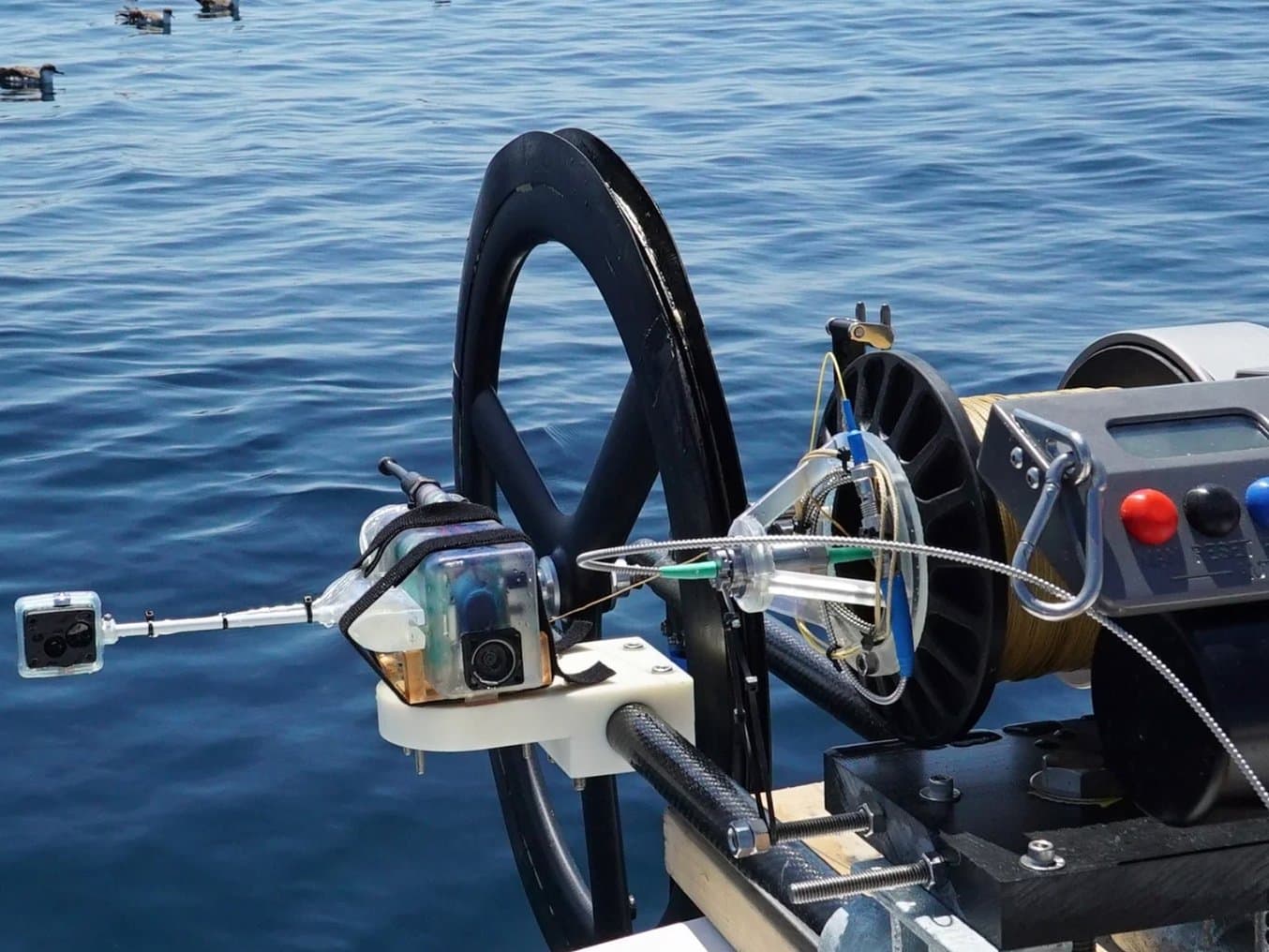
3D 打印可用于制造新的或形状复杂的测试和样品采集设备,正如此具有 Clear Resin 打印组件的工具。

即使没有昂贵的水下照相设备,也可以通过防水外壳拍摄深海图像,比如这张拟幽灵蛸的照片。
按需 3D 打印的敏捷性不仅有助于制造海上研究用定制夹具和固定装置,同时兼具成本效益。
防水部件的应用场景多种多样,如用于划船和娱乐的船外马达、深海机器人探索、水下摄影等。如果部件防水,则也能容纳其他液体。因此,它们在汽车、化学研究、公用事业、建筑等组件之间的液体输送管道应用中极为有用。
对于生态学、地质学或气候学领域的研究应用而言,制造用于研究和采样的定制设备往往过于昂贵。由于每种应用均独一无二,而且部署环境瞬息万变,很难从地面上进行管理,因此水下或流体组件通常必须具有一定程度的定制性。
NOAA 的 3D 打印防水部件
为了应对珊瑚礁的损失问题,美国国家海洋和大气管理局的大西洋海洋和气象实验室 (AOML) 及其合作机构的科学家和研究人员正在利用创新方法调查野生珊瑚,在实验室的受控设置下复制某些条件,然后培育能够更好地抵御当今极端环境的珊瑚新品种。
AOML 已转而使用 3D 打印,便于进行野外和实验室研究。Formlabs 打印机帮助他们实现了标准化实验,同时也提高了实验的准确性和可比较性,并促进了新技术的开发。Formlabs 打印机的可用材料广泛,显著简化了 3D 打印防水部件的设计、迭代和部署。

AOML 的研究要求使用通常为定制的精密设备来监测野生珊瑚栖息地。(图片由 NOAA 提供)

AOML 实验室使用 Formlabs 的 SLA 打印机设计并制造了这种 eDNA 地下自动采样器 (SASe),其中包括端盖、样品盒和内部电枢。
利用四台 Formlabs 树脂打印机以及 Fuse 1 选择性激光烧结 (SLS) 打印机,AOML 的 Nate Formel 及其同事们打印了重型采样器外壳、实验传感器和设备夹具以及内部水族馆的定制组件,这些设备旨在研究珊瑚的环境适度,以及在面对水温上升和气候变化的极端条件时,增强珊瑚适应性的方法。
“这些高度定制的 3D 打印部件具有必要的连接点和通孔,支持我们采集水样。最初的采样器设计推动了这一切,而该设备的成本从 1000 美元降低至 220 美元。这意味着我现在可以生产五个采样器,而以前只能制作一个,”Formel 说。
目前的防水部件制造方法
目前此类防水部件的制造方法通常涉及众所周知的传统制造材料,如金属、注射塑料或橡胶。大规模定制生产的组件价格低廉,但要对其进行配置以满足应用的特定要求却十分困难,同时还需要定制连接器、固定装置或外壳。对于多重配合装配,这些部件通过螺纹特征、互锁或配合特征、O 型环或垫圈的组合密封在一起。
选择 O 型环可能非常困难,针对外壳调整正确的参数也可能会耗费大量时间。派克 O 型环手册中提供了数千条基于压缩、直径、厚度、材料、加压等方面的建议。选择自定义尺寸 O 型环并非易事,以至于许多人退而选择大规模生产的标准化部件,但这限制了创新能力和新应用。
防水 3D 打印:选择合适的 3D 打印技术
在过去,只有资金雄厚的企业才会涉猎水下应用,从而制造昂贵的定制机器和设备。3D 打印有能力改变这种状况:以远低于传统方法的成本,制造用于研发的定制物品。如需成功部署 3D 打印水下解决方案,应仔细考虑适合的 3D 打印技术和材料。
SLA 和 SLS 都是工程和研究学科所依赖的技术,在不同的情况下均表现出色。SLS 技术非常适合小批量生产最终用途部件,拥有包括尼龙和热塑性聚氨酯在内的常见材料库,可创建坚固的工业级部件。SLA 打印机在要求光滑的表面光洁度和非常特殊的材料性能方面脱颖而出。在这项测试中,SLA 部件的光滑表面光洁度和密度都使其在加压环境中表现出色。熔融沉积成型 (FDM) 打印机常用于快速原型制造,但不能制作防水部件,因此无法满足应用需求。
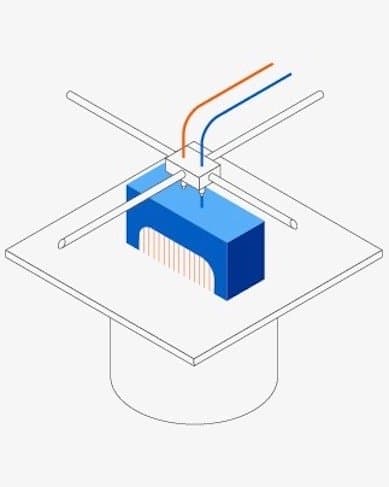
熔融沉积成型 (FDM) 3D 打印技术。
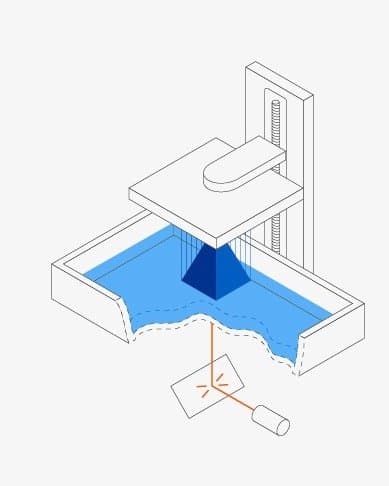
立体光固化 (SLA) 3D 打印技术。
选择性激光烧结 (SLS) 3D 打印技术。
熔融沉积成型 (FDM)
最常见的 3D 打印技术是熔融沉积成型 (FDM),但该技术打印的部件并不能在水下保持密封性。由此产生了一种普遍的误解:3D 打印部件一般不能用于防水应用。FDM 技术通过喷嘴挤出融化的塑料,并逐层铺设,但层间粘合方式并非化学方法。
FDM 打印部件为各向异性,这意味着它们的机械性能因机械应力冲击的方向而异,而且密度低于通过其他方法生产的类似物体。由于打印层之间并非化学键合,液体会通过层间的微小缝隙渗入部件表面。因此,用 FDM 打印机打印的外壳并不防水,除非对部件进行大量后处理,并通过蒸汽平滑或涂层等其他步骤进行密封。但这些部件在压力作用下会内爆,并沿着层线裂开。
如果用户需要使用 FDM 3D 打印机制造防水部件,那么在设计部件时应避免出现缝隙、端口或其他开孔;“过度挤出”;以及层厚较大,这些都是可以用来尝试提高液体密封性的一些技术,同时还需要进行额外的后处理(磨平、打磨、涂层)。选择 PETG 或聚丙烯等丝材是尝试提高防水性能的另一个好方法,不过这些方法在加压环境中无法坚持。
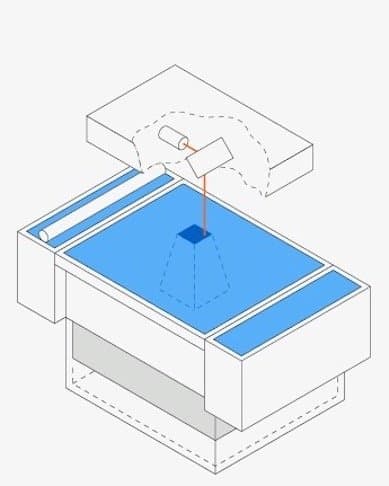
立体光固化 (SLA)
反之,立体光固化 (SLA) 3D 打印部件因为打印层均通过化学键粘合,则具有防水性。SLA 部件通过激光逐层固化液态树脂的过程形成,即层内以及相邻层间的聚合物链交联。这种工艺可创建光滑的表面光洁度,几乎没有层线,表面无孔,水无法渗入。这些部件具有极好的公差,因此多件式装配(如本文测试中使用的外壳)可以通过螺纹相互连接,彼此之间几乎没有空气间隙。当与密封件或垫圈结合使用时,外壳可完全防水,并能承受巨大的压力。
选择性激光烧结 (SLS)
选择性激光烧结 (SLS) 技术通过在粉末床顶部烧结部件的横截面,然后由新的粉末重新开始创建部件。这些部件在一定程度上具有各向同性,但会因受力方向不同而表现出机械性能差异。如果设计时采用适当的公差和密封技术,SLS 部件则防水。
3D 打印防水部件的设计技巧
如前所述,外壳的防水性能取决于部件本身的液体密封性和外壳的设计(这些组件的配合方式)。SLA 和 SLS 3D 打印技术可以创建具有严格公差的部件,因此具有互锁功能的外壳或带有螺纹的外壳无需额外步骤即可实现完全防水。不过,在极端高压的环境中,如本实验所测试的环境,使用 O 型环等额外步骤可以提高外壳的功效。
外壳设计
罗德岛大学海底机器人和成像实验室 (URIL) 的使命是实现深海研究的普及。Form 3+ 和大幅面 Form 3L 等 3D 打印机物美价廉,不仅支持设计和制造高度复杂的深海勘探工具,还能与更广泛的科学界分享这些设计。
URIL 发表了多篇有关其深海研究的论文,其中包括 DEEPi 的新颖设计指南;深海成像和控制系统;对利用无源稳定来支持海上移动船只 SLA 打印的学术研究;对基于鹦鹉螺形状外壳设计中利用仿生学的调查。
首席研究员 Brennan Philips 和博士生 Breanna Motsenbocker 多年来一直在迭代他们的深海摄像机和机器人外壳,并发表了多篇论文详细介绍相关研究成果。该实验室已经发布了其开源设计,试图帮助无资金进行水下数据收集或研究的社区也能使用该制造工艺。
海底成像和机器人实验室已发布两种开源设计-一种已经过测试的薄壁设计,另一种未经测试的厚壁设计,供公众复制。如需获取这些设计,请下载白皮书全文。
仿生学设计
Philips 和 Motsenbocker 还与其他研究人员合作,研究了仿生设计如何改善防水外壳的功能。在 2023 年 10 月发表的一篇论文中,研究人员研究了有眼鹦鹉螺(属于软体动物家族)的外壳如何阻止水进入其外壳(即使是在极深处)。这些结果可以解释这种复杂外壳形态的耐压能力可与目前深海海洋机器人技术中使用的“理想”几何形状相媲美:简单的球体和圆柱体,它们的表面积与体积比最小,更易于制造。如需阅读他们的全部调查结果,请访问其发表的期刊文章。
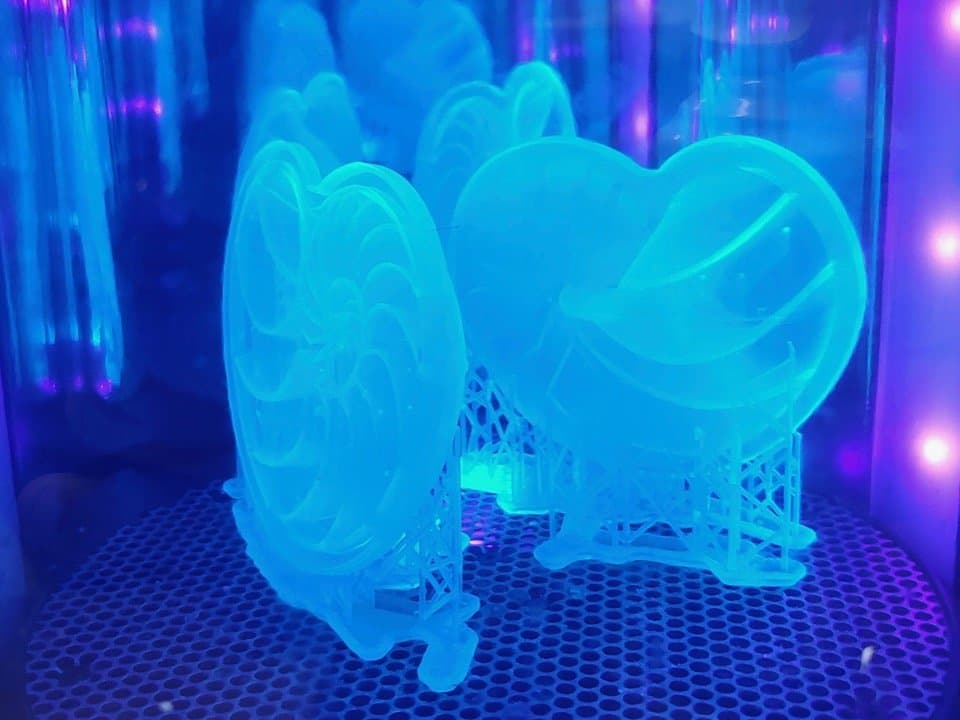
这些 3D 打印部件以有眼鹦鹉螺(一种软体动物)为模型,能在水下承受巨大的压力而外壳不损坏。

扫描软体动物(右图)并使用数字设计重新创建其几何形状进行 3D 打印(左图,使用 Clear Resin),可以帮助研究人员了解这些动物是如何进化到在恶劣环境中茁壮成长的。

该较大的 White Resin 打印部件可封装用于深海研究的小型摄像机。
如何为 3D 打印防水外壳选择 O 型环
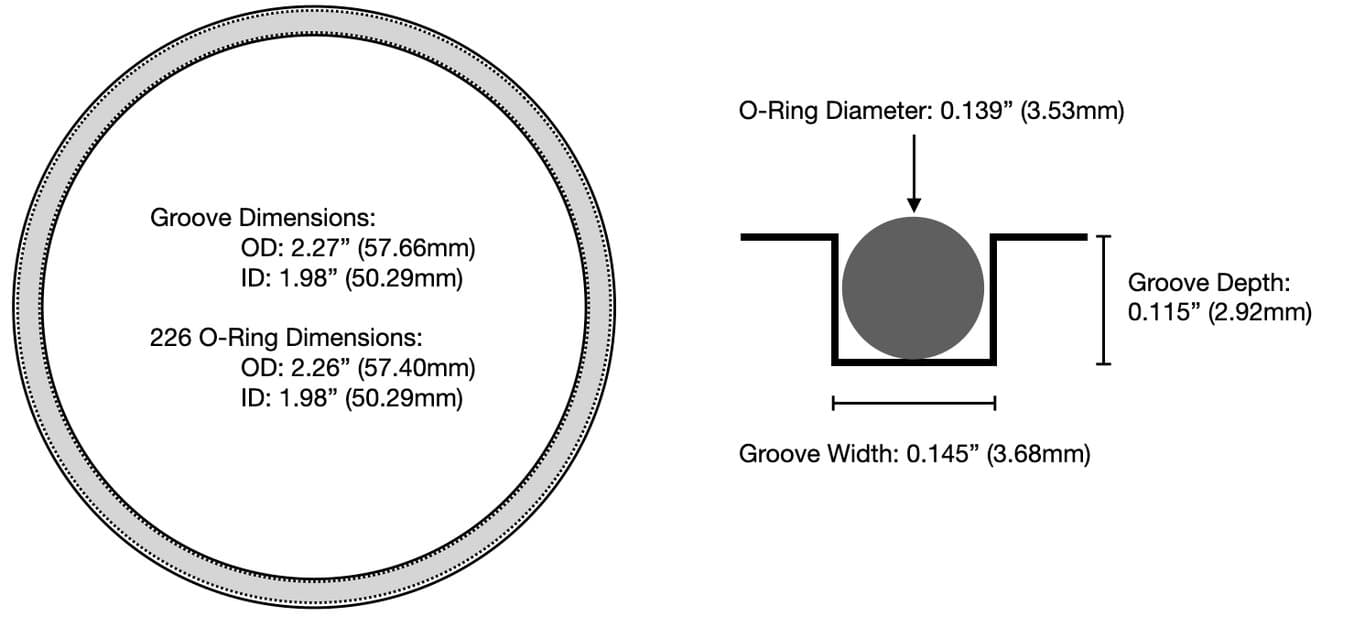
海底成像和机器人实验室已经尝试过面密封 O 型环密封件和内孔密封件,并都取得了成功,但更倾向于使用前者。
在选择了外壳的内径和外径后,即可根据内径选择面密封 O 型环。O 型环应与端盖和主体之间的端面正确贴合。“双虚线”O 型环,或具有 ⅛” (0.139”) 分数宽度的 O 型环,可为 SLA 打印部件创建最可靠的密封。有关 URIL 的具体建议和结论,请下载完整白皮书。
防水 3D 打印:测试和结果
制作外壳时使用了 FDM、SLA 和 SLS 3D 打印技术;Nylon 12 GF Powder 可使用 Fuse 1+ 30W SLS 打印机打印,而其他材料(Grey Resin、Clear Resin、BioMed Amber Resin 和 Rigid 10K Resin)则使用 Form 3+ SLA 打印机打印。在 Craftbot 机器上使用 PLA 丝材打印的 FDM 打印部件在浸入水中后会立即吸水,因此在测试中被淘汰。

Nylon 12 GF Powder 的内爆压力最低,平均为 1304psi。

BioMed Amber Resin 能承受更高的压力,在平均 2907psi 的压力下发生内爆。
结果表明,结合使用 SLA 和 SLS 3D 打印与 O 型环密封件是制作防水外壳的有效方法,其中 SLA 3D 打印是当之无愧的赢家,一些部件在相当于海平面下 4000 米深度的极端压力下仍能发挥功能。因为在浸入水中后会立即吸水,而且无法承受任何压力,FDM 打印部件并不适合这种应用。
硬度较高的 SLA 材料在压力下表现最佳,而介质喷砂等后处理方法可以通过减少表面孔隙率,进一步提高性能。如需获取完整结果并了解每种材料的表现,请下载我们的白皮书。
如需进一步了解水下机器人技术以及如何利用 3D 打印机和材料制造具有完全防水性能的耐压外壳,请联系我们的团队,以便帮您联系 Formlabs 网络中目前正在研究这些应用的专家。
不确定哪种 3D 打印解决方案最适合您的业务需求?预约 1:1 咨询,我们可以帮您对比不同选项、评估投资回报率,还提供试打样品等更多服务。