

吹塑工艺自 1938 年便已问世,是一种旨在大规模生产中空塑料部件的现代制造工艺。当时,美国发明家 Enoch Ferngren 和 William Kopitke 为一项名为“利用有机塑料材料成型中空制品的装置”的发明申请了专利。然而,吹塑成型(有时也称为吹模)的基本原理至少可以追溯到公元前 1 世纪,当时古叙利亚人发明了玻璃吹制工艺。如今,3D 打印和其他先进制造技术正在优化塑料吹塑成型的效率和效果,还提高了吹塑工艺在众多制造商中的普及率。
吹塑主要有三种类型:挤出吹塑成型 (EBM)、注射吹塑成型 (IBM) 和注射拉伸吹塑成型 (ISBM);每种工艺都利用空气将加热后的塑料预成型坯吹胀,使其贴合模具的轮廓。虽然 EBM 通常能实现最低的单件成本,但 IBM 和 ISBM 能够生产出更复杂的产品,并达到 EBM 工艺无法企及的功能标准。尤其是 ISBM 常用于制造要求高强度和透明度的产品。
本文详细介绍了不同类型的塑料吹塑工艺、吹塑产品最常用的聚合物以及如何开始吹塑流程。

使用 3D 打印模具完成小批量快速拉伸吹塑成型
本白皮书将提供必要的方法和指导,帮助用户在试生产期间将 SLA 3D 打印模具用于 SBM 工艺来降低成本及缩短周转时间。从设计和工作流程考虑因素到成型条件,本文详细介绍了行业专家联合利华和 Serioplast 开展的可行性研究。
什么是吹塑?
吹塑是一种用于制造中空塑料部件的工业制造工艺。许多不同行业都使用塑料吹塑技术,包括汽车行业(用于制造油箱、进气总成和管道等部件)和农业(用于制造散装容器、灌溉部件和储液罐等)。但吹塑最广为人知的用途是在包装行业:制造塑料瓶和其他外壳,用于包装从水、美容产品到清洁溶液等各种产品。
对于大规模生产塑料部件而言,塑料吹塑是一种可靠且经济实惠的方法。与许多制造工艺相同,吹塑的首次启动成本可能很高,因此通常只有在制造商需要生产数千个相同部件时,吹塑才具有经济意义。虽然某些工艺方法相对于更能处理较复杂的结构,但吹塑工艺对于中空、薄壁的形状而言,效果往往最为有效。
与注射成型相比,塑料吹塑的模具制作成本通常较低。同样,吹塑工艺可以使用许多不同的材料,因此适用于多种应用。
因此,小批量生产和迭代产品设计通常更适合采用启动成本较低且设计灵活性更强的工具,例如 3D 打印机。不过,一些行业领先企业开始在制造过程中综合使用这两种技术:使用立体光固化 3D 打印机设计吹塑模具,从而降低模具制作成本,提高最终产品质量。

利用快速吹塑技术降低包装试点测试的成本和时间
在本次网络研讨会中,吹塑专家 Flavio Migliarelli 将指导您了解工作流程和逐步方法,并讨论使用 3D 打印模具进行快速拉伸吹塑的主要优势和应用。
吹塑的工作原理
在吹塑工艺中,加压空气通过喷嘴进入加热的塑料预成型坯,使其膨胀以贴合模具轮廓。通过该过程,会形成一层薄薄的塑料壁,其形状与模具一致,内部则为空腔。然后冷却塑料,直至不再需要模具来保持形状。最后,去除模具,修剪多余的塑料,并在发货前对塑料部件进行质量检测。
1. 加热预成型坯
在制造预成型坯方面,EBM、IBM 和 ISBM 三种主要吹塑工艺各不相同。本文将在“吹塑工艺类型”部分详细介绍这些差异。
制造预成型坯后,必须将其加热到特定温度,使其在充入加压空气的同时保持完整性。根据工艺和塑料类型的不同,部分预成型坯可能已经加热到一定温度并膨胀以适应模具。在其他情况下,则使用带状加热器和环状加热器等工具使预成型坯进入热弹性温度范围。
适当的温度因材料、方法和所需成品而异。聚对苯二甲酸乙二醇酯 (PET) 是一种常用于制作饮料容器的材料,其加热温度通常在 100℃ 左右。为了使壁厚保持一致并避免损坏最终产品,确保预成型坯受热均匀非常重要。
2. 模具制作
一旦预成型坯具有延展性后,即可通过喷嘴输送加压空气。像气球一样,预成型坯会不断膨胀,直到塑料薄壁与型腔轮廓相贴合。模具可赋予瓶子不同的形状和质地,包括徽标和字母。与其他模具制造工艺(包括压缩成型和注射成型)相同,吹塑允许多余的塑料从模具中溢出,以免压力积聚并确保效果一致。
压缩空气必须以稳定的速度输送,以确保预成型坯能够膨胀而不产生裂纹或撕裂。使用更复杂的模具,可能会增加每个部件的生产时间,导致成本增加。
3. 冷却和凝固
在制造中空瓶体后,必须冷却直至其温度降到热弹性范围之外,以便在移除模具后仍能保持形状。因此,高效的冷却系统对任何吹塑工艺的效率都至关重要。
与加热和成型一样,冷却和凝固必须均匀完成,以避免损坏。此外,冷却速度过快会导致后处理部件变形和不一致。许多吹塑成型机使用冷冻压缩空气和/或流体冷却通道来提高吹塑过程的效率。
4. 脱模和后处理
在温度降到热弹性范围以下后,即可将中空瓶体从模具中取出,转移到生产线上,以便进行去飞边、修剪、检测泄漏、评估质量并包装装运。
在许多现代化的制造生产线上,脱模和后处理(包括修剪和检查泄漏)几乎可以完全实现自动化,不过过大或定制设计可能仍需进行手动后处理。然而,在大多数吹塑工艺中,人为监督仍是质量控制和最终包装环节的关键。
吹塑工艺类型
吹塑有三种主要类型:挤出吹塑成型 (EBM)、注射吹塑成型 (IBM) 和注射拉伸吹塑成型 (ISBM)。主要区别在于塑料预成型坯或型坯的成型方式。
挤出吹塑成型 (EBM)

来源:GAP Polymers
挤出吹塑成型 (EBM) 是最常见的一种吹塑类型,也是最简单、成本最低的一种。然而,通过 EBM 制造的产品通常在结构复杂性和细节方面存在限制。
在 EBM 过程中,熔融塑料通过挤出机形成空心管:型坯。然后模具围绕型坯闭合。随后,用加压空气给型坯充气,直到型坯完全填满型腔,与模具内轮廓相匹配。
型坯完全充气后,通常在流体冷却通道或压缩空气的辅助下完成冷却和凝固过程。不过,由于 EBM 是最基本的吹塑类型,一些 EBM 机器仍然依靠自然冷却。
挤出吹塑成型通常与常用塑料聚乙烯 (PE) 一起使用,用于制造农用储罐、汽车用液(如马达机油和冷却液)瓶、洗发水瓶以及许多其他常见产品。EBM 也是最常见的尼龙吹塑方法。
除了结构复杂度和细节有限之外,制造技术人员可能会发现,他们无法实现产品所需的壁厚变化,因此被迫转而采用 IBM 或 ISBM 工艺。不过,对于许多应用,如简单的容器和瓶子,EBM 则足以满足需求。
此外,尽管 EBM 工艺仅支持小到中等的吹胀比,但最终通过 EBM 制成的部件尺寸可以相当大,因此该工艺是制造工业桶、携带箱和燃料箱等产品的首选方法。
注射吹塑成型 (IBM)

来源:GAP Polymers
注射吹塑成型 (IBM) 结合了注射成型和吹塑。首先,将熔融塑料注入模具,然后冷却以制作预成型坯。然后将预成型坯转移到吹塑型腔中,重新加热,并充入压缩空气,直至其膨胀以填满模具型腔。此后,该工艺与 EBM 非常相似:冷却成型后的塑料、从吹塑模具中取出、修剪,然后装箱发货。
不过,在注射吹塑成型步骤中,并不总是要求将型坯加热到与注射成型时相同的温度。因此,对于使用干燥时间较长的材料(如软饮料瓶和水瓶中最常见的 PET 材料)的制造厂商来说,注射吹塑成型往往是一种上佳选择。
与 EBM 相比,IBM 还更适合复杂形状或公差更严格的产品(例如,对瓶颈公差有严格要求的药瓶)。因此,化妆品和制药行业的制造企业很可能会转而使用注射吹塑成型,因为其精度更高。然而,由于工艺流程繁复且设计复杂度增加,模具制造成本可能高出许多,且单件产品的整体生产周期通常比 EBM 工艺更长。
注射拉伸吹塑成型 (ISBM)

来源:GAP Polymers
与 IBM 一样,注射拉伸吹塑成型 (ISBM) 能够实现比 EBM 更高的部件复杂度和尺寸精度。通常情况下,尤其是在使用 PET 塑料时,ISBM 技术能呈现比 IBM 更丰富的细节和更精细的设计特征。此外,一些 ISBM 制造工艺还能减少或消除多余的塑料,从而减少浪费并使成品表面更光滑。
ISBM 与 IBM 非常相似,都是分两步进行,首先使用注射工艺创建预成型坯。然而,将预成型坯转移到吹塑成型机中并加热后,在注入加压空气之前,伸出垂直杆来拉伸预成型坯。正是这一关键的额外步骤,使得 ISBM 能够生成卵圆形、方形和多边形等形状,而其他方法可能难以实现。
与 IBM 相比,ISBM 多了一个步骤:拉伸,这导致加工时间略长,而且在塑料吹塑的三种主要方法中,其模具制作成本平均最高。
吹塑材料
| 材料 | 特性 | 成本 | 弯曲模量(近似值)* | 热变形温度 (HDT)(近似值)* | 应用 |
|---|---|---|---|---|---|
| 高密度聚乙烯 (HDPE) | 半透明、硬度适中、易染色 | $ | 1170MPa | 71°C | 农用罐、工业用桶、手提箱、汽车液瓶、洗发水瓶 |
| 低密度聚乙烯 (LDPE) | 半透明、软至中等硬度、易染色 | $$ | 275MPa | 60°C | 挤压瓶、船挡泥板、塑料袋的吹塑覆膜层 |
| 聚对苯二甲酸乙二醇酯 (PET) | 透明、相当坚硬、易染色、防潮性能强 | $$ | 3400MPa | 79°C | 软饮料瓶和水瓶、塑料瓶 |
| 聚丙烯 (PP) | 半透明(但有些混合物几乎透明)、硬度适中至较硬、易染色、可高压灭菌 | $ | 1030MPa | 77°C | 汽车和电器管材、食品容器、塑料存储容器 |
| 聚氯乙烯 (PVC) | 透明(但容易染色为不透明),硬度变化大、经久耐用 | $$ | 2300MPa | 79°C | 波纹管、交通锥、管道、配件 |
| 尼龙(聚酰胺,PA) | 半透明、硬度适中、坚固、耐冲击 | $$$$ | 2900MPa | 169°C | 汽车油管和储油罐 |
| 聚碳酸酯 (PC) | 透明、相当坚硬、易染色、非常坚韧、耐冲击 | $$$ | 2350MPa | 143°C | 大型水瓶、食品存储容器、注射器 |
| 环烯烃共聚物 (COC) | 透明、坚硬、可高压灭菌、防潮性能强 | $$$$ | 2480MPa | 77°C | 吹塑覆膜层、收缩包装、注射器、医疗存储(玻璃的替代品) |
| 丙烯腈丁二烯苯乙烯 (ABS) | 不透明、坚硬、韧性强、耐冲击 | $$$ | 2680MPa | 88°C | 电子产品外壳、汽车保险杠、手提箱、管道和软管 |
*热变形温度和弯曲模量的数值取决于特定批次的具体配料比例和生产工艺。
利用 3D 打印开发吹塑成型产品
由于启动成本高、模具制造工艺复杂且费用高昂,以及缺乏制造专业知识,许多需要生产吹塑件的公司目前都将设计和生产工作外包。模具本身通常使用铝、锌或钢合金制造,加工成本高昂。即使外包公司能够制作模具原型,设计服务也往往价格昂贵,周转时间慢,导致实际迭代原型制造可行性较差。
然而,3D 打印技术如今使企业能够自主完成原型制造和模具设计,从而降低了开发产品中空塑料包装所需的成本和周期。虽然许多公司可能仍然选择外包生产,但借助 3D 打印,他们能够以更快的速度和更低的成本,加强对打印成品的控制。
联合利华最近转向使用 3D 打印来降低成本,加快塑料产品包装的设计过程。他们与制造合作伙伴 Serioplast 合作,使用 Formlabs Form 3L 立体光固化 (SLA) 3D 打印机和 Formlabs Rigid 10K Resin 验证了用于小批量拉伸吹塑成型的 3D 打印模具。
“与标准模具相比,使用 3D 打印模具,我们可以节省多达 70% 的时间和 90% 的成本。过去,[客户]仅为一个设计就需要等待长达 12 周,而现在在相同的时间内我们可以进行五次设计。”
Flavio Migliarelli,Serioplast 全球服务公司研发设计经理
由于 3D 打印机可以在数小时内生产部件,而模具的成本远低于金属工具,因此在开发中空塑料部件方面,企业拥有了更大的控制权。可以使用 CAD 以数字方式创建模具设计,并将其导出到 3D 打印机,以便使用强度和耐高温性都足以适应工业吹塑成型机的材料,制作出高度精细的快速模具,让企业既能制作模具原型,又能提供成品部件。如果需要对设计进行调整,企业能够以低成本快速打印重新设计的模具。
“在制作真正的模具之前,您可以先制作一个瓶子实物,以便立即确定开发方法是否正确,或者是否需要进行更改,以避免出现错误,从而造成更大的损失。”
Stefano Cademartiri,联合利华 CAD 和原型制造负责人
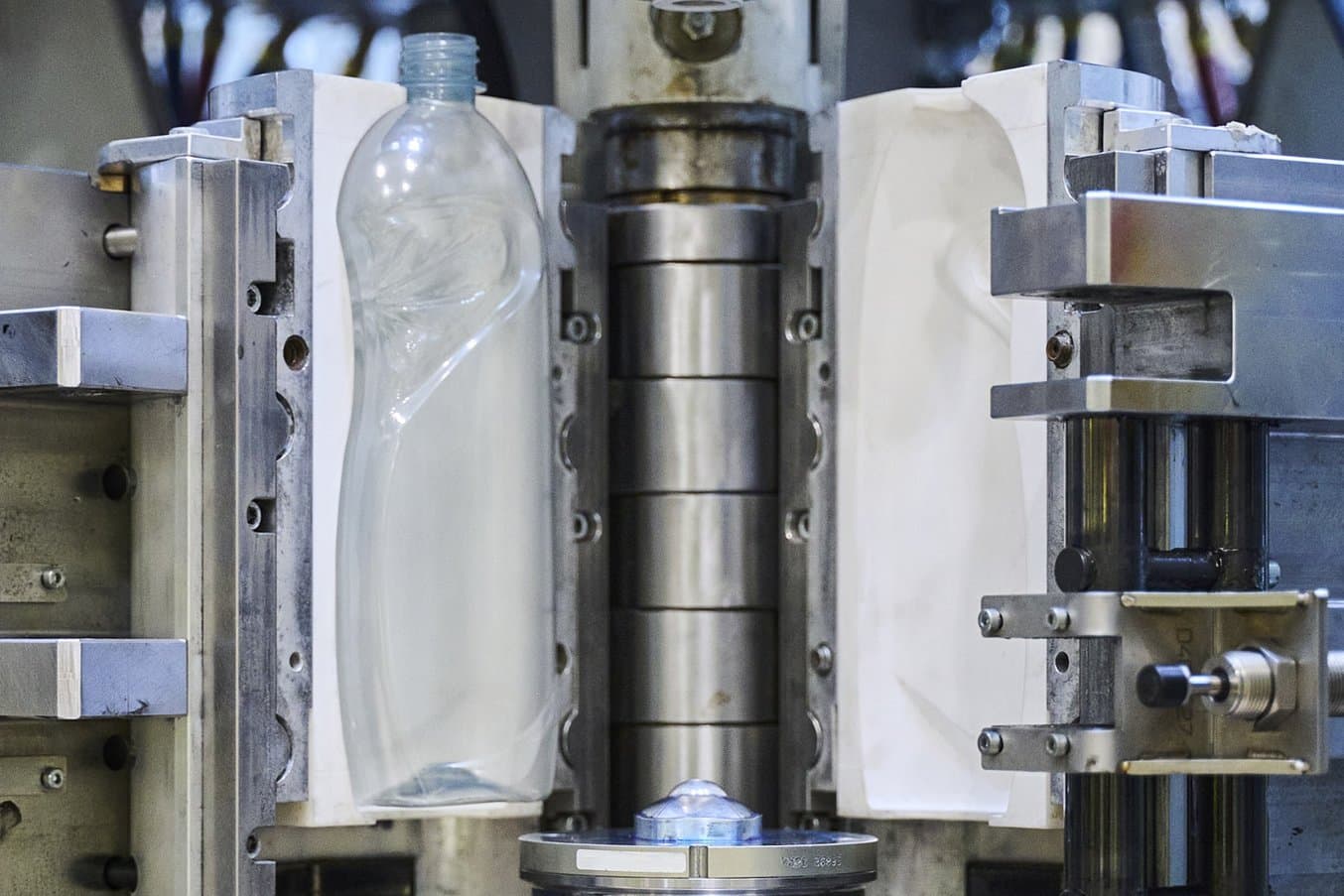
使用 Rigid 10K Resin 经 3D 打印制作的联合利华 Slice 750mL 瓶子模具,安装在机器上的外壳支架上。该团队可以使用与标准试模相同的工艺窗口,从而可靠地测试最终工艺。

开始应用吹塑
塑料吹塑是一种热门制造工艺,广泛应用于各行各业,可兼容各种常用材料。从根本上说,吹塑工艺是利用加压空气将热弹性塑料吹胀,使其贴合模具。在获得所需形状后,进行冷却、后处理,然后运送给客户。
吹塑的常用材料包括聚乙烯 (PE)、聚对苯二甲酸乙二酯 (PET) 和聚丙烯 (PP)。吹塑工艺凭借其材料的多样性、可扩展性和可靠性,已成为生产包装产品、储物容器及机械部件不可或缺的一环,广泛应用于消费品、汽车、农业、制药和化妆品等行业。
如今,3D 打印等技术主要通过实现模具的迭代原型制造,降低了大小型制造企业应用吹塑工艺的门槛。以前,产品设计师和小型制造商可能需要将吹塑模具的设计和生产外包,现在则可以通过内部 3D 打印,在降低成本的同时更好地掌控整个生产流程。
根据具体应用,初涉吹塑领域的从业者可在挤出吹塑成型 (EBM)、注射吹塑成型 (IBM) 和注射拉伸吹塑成型 (ISBM) 之间进行选择。一般来说,EBM 的周转时间更快,尺寸范围更大,但细节和设计的复杂程度有限。IBM 则可实现更精细的设计细节,但最终部件的尺寸可能会受到限制。反过来,ISBM 可以提供更多的形状选择。EBM 的成本往往低于 IBM 和 ISBM。
想了解更多有关使用 3D 打印模具进行吹塑的信息?下载我们的白皮书,了解在吹塑过程中使用 3D 打印模具的详细指南,以及联合利华和 Serioplast 的实际深入案例研究。