
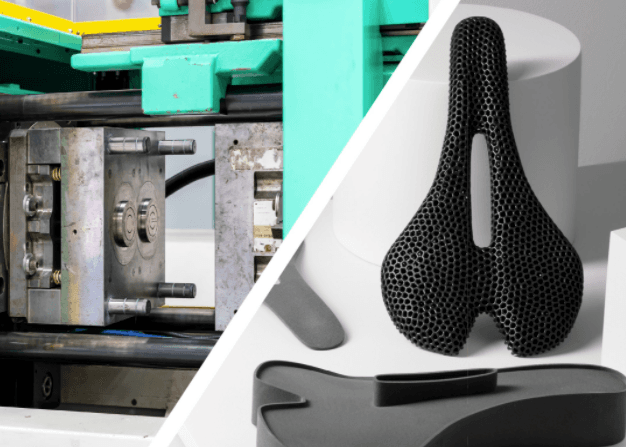
注射成型作为一种制造工艺无处不在-事实上,当今世界上大多数塑料产品都是通过注射成型制造的。虽然它是满足大规模生产需求的理想技术,但传统的 CNC 加工金属模具对于小批量生产来说成本高昂且周转时间长。
对于原型制造和小批量生产(大约 10-1000 个部件),3D 打印注射模具提供了一种节省时间同时兼具成本效益的解决方案。此外,还支持更灵活的制造方法,工程师和设计师得以测试模具设计,轻松进行修改,然后以更快的速度继续迭代设计,同时比传统的 CNC 加工便宜几个数量级。
使用立体光固化 (SLA) 3D 打印机(如 Form 3+)创建定制模具既简单又方便,让您可以利用 3D 打印和传统成型技术的优势。
在本指南中,我们将引导您完成 DIY 注射成型的过程,并分享使用 3D 打印模具在内部进行塑料注射成型所需的所有工具和技巧。
如需详细指南、设计建议和真实案例研究,请下载我们的白皮书。


DIY 注射成型的要求
为 DIY 塑料成型建造一个装置确实需要一些投资。购买正确的设备并掌握使用它需要金钱和时间。然而,在许多情况下,这些成本仍低于单个金属模具的成本,因此一旦启动并运行,最终节省的时间和成本将轻松抵消最初的努力。
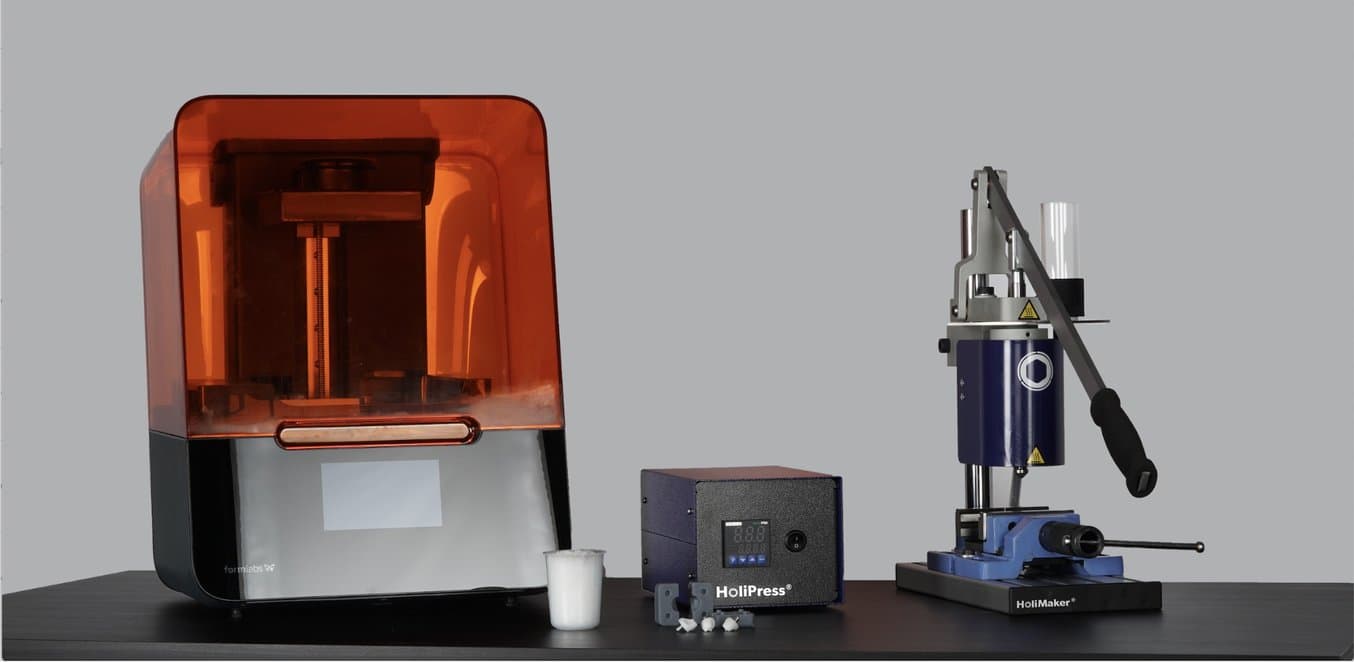
Form 3 SLA 3D 打印机与 Holipress 桌面注射成型机相邻。
以下为入门的准备内容:
-
高性能桌面级 SLA 3D 树脂打印机,如 Formlabs 的 Form 3+。Form 3+ 可以生产具有清晰特征和光滑表面光洁度的精确模具,从而生产出高质量的最终成型部件。除了 DIY 塑料成型外,SLA 3D 打印机也是整个产品开发过程中原型制造和其他应用的宝贵资产。
-
一种可以承受注射成型过程中模具温度和压力的 3D 打印材料。推荐将以下材料用于 Formlabs SLA 3D 打印机:
-
Rigid 10K Resin 是一种工业级、高度玻璃填充的材料,它提供了一种可以应对更广泛的几何形状和注射工艺的解决方案。该材料在 0.45MPa 下的热变形温度为 218°C,拉伸模量为 10000MPa,质地坚固、极硬且热稳定。
-
High Temp Resin 在 0.45MPa 下的热变形温度为 238°C,适用于注射成型。这种材料较脆,但建议使用具有高成型温度并冷却时间较短的材料。
-
Grey Pro Resin 的导热系数比 High Temp Resin 或 Rigid Resin 低,因此冷却时间更长,但更柔软,可经历数百次循环磨损。
-
-
立式注射机,如 Galomb Model-B100 或 Holipress。市场上有许多成本不同的立式注射机。许多低成本成型机使用手动柱塞,而一些更昂贵的装置使用螺杆或气动系统。我们的一些客户推荐了 Minijector、Morgan、APSX 或 Micromolder 等公司提供的系统。而 Babyplast 生产的桌面级自动成型机则是大量生产小型部件的完美替代。
-
塑料颗粒选择
-
根据喜好选择设计模具插件的 CAD 软件工具,例如 Blender,您可以免费下载。
购买前,请务必根据您的生产要求仔细评估注射机。对于大型部件,仍然需要工业流程。这种 DIY 注射成型技术最适合小批量生产小部件。
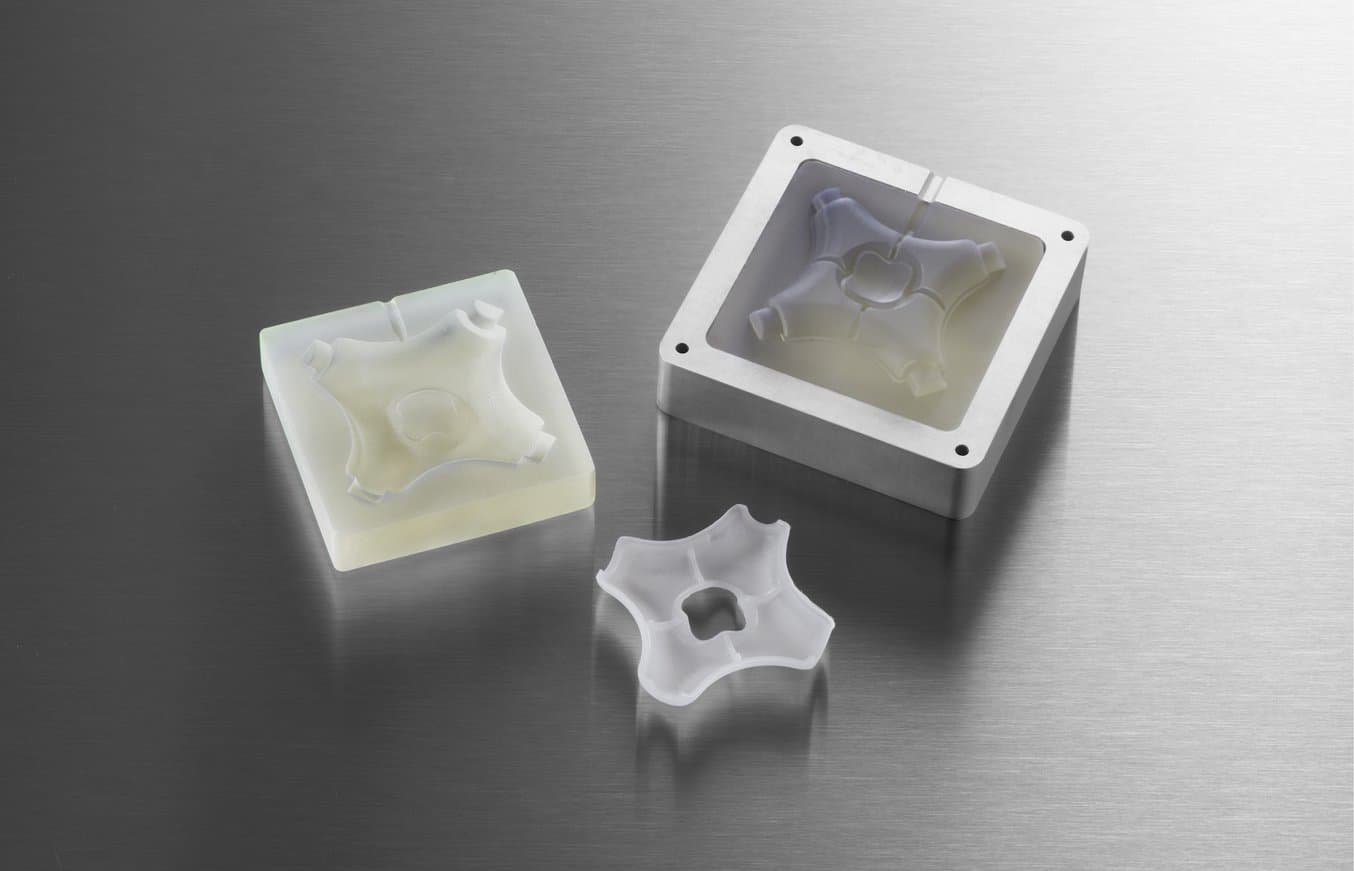
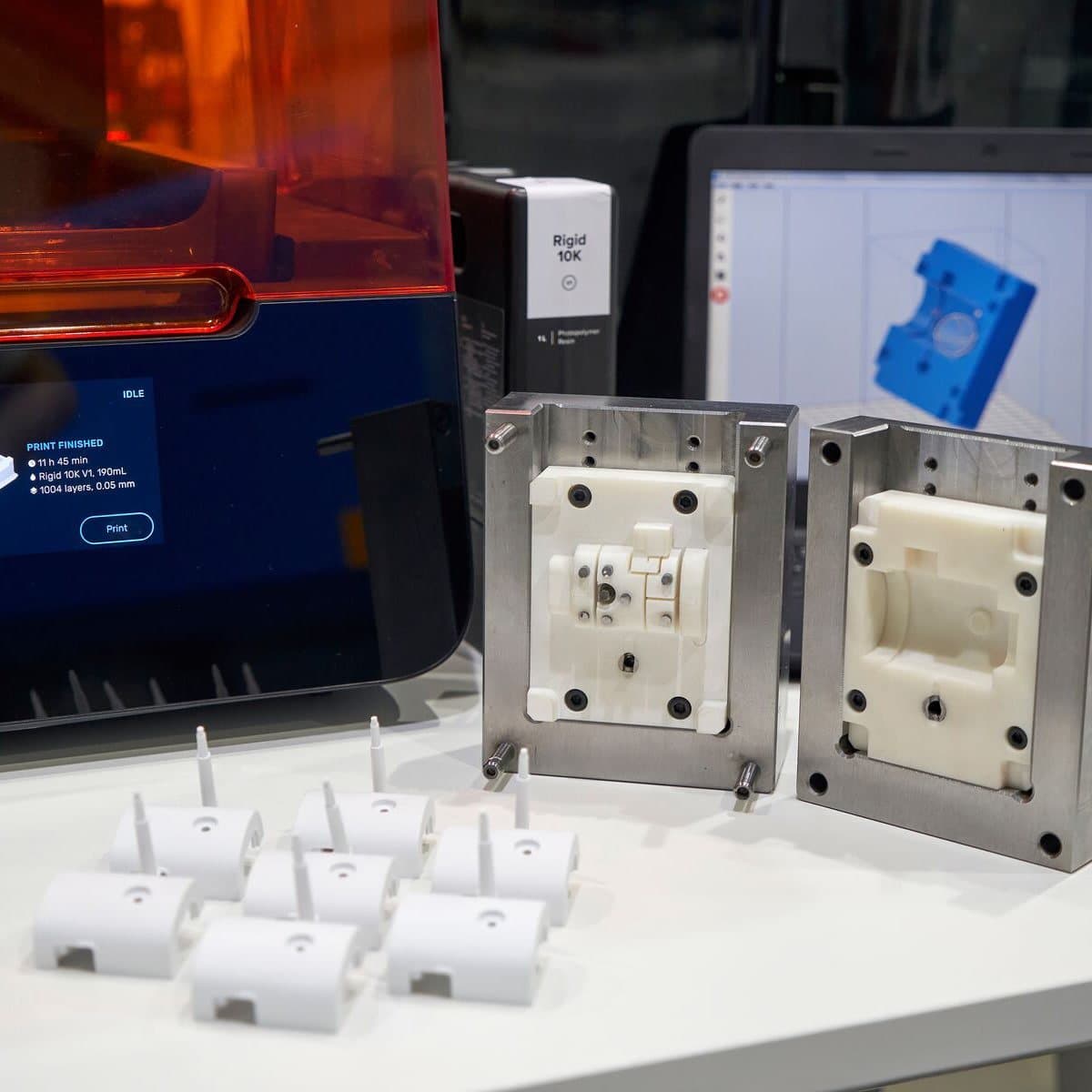
Formlabs 3D 打印模具和封装组件,使用这种 DIY 注射成型工艺制成。
DIY 注射成型分步指南
1. 在 CAD 中设计模具
首先,根据喜好选择 CAD 软件工具来设计模具嵌件。我们将使用开源 Blender,但在任何其他 CAD 软件中的工作流程都应该非常相似。
下载毛坯模具嵌件设计文件-将其用于创建您的注射模具设计。这些设计还可以轻松缩放以适应大多数注射机和模具框架。或者,您也可以使用主模具框架的型腔图设计自己的模具插件。
将模芯的两个半模和您想要制作的 3D 设计导入您的 CAD 工具。
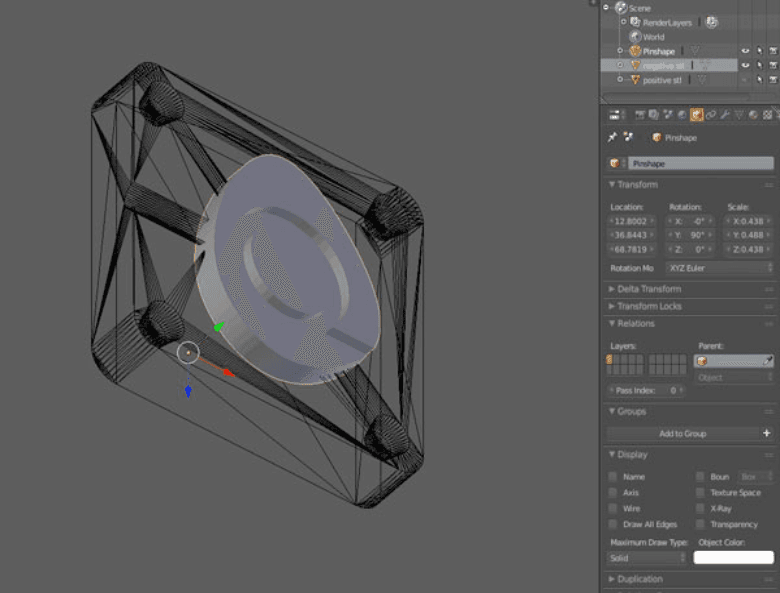
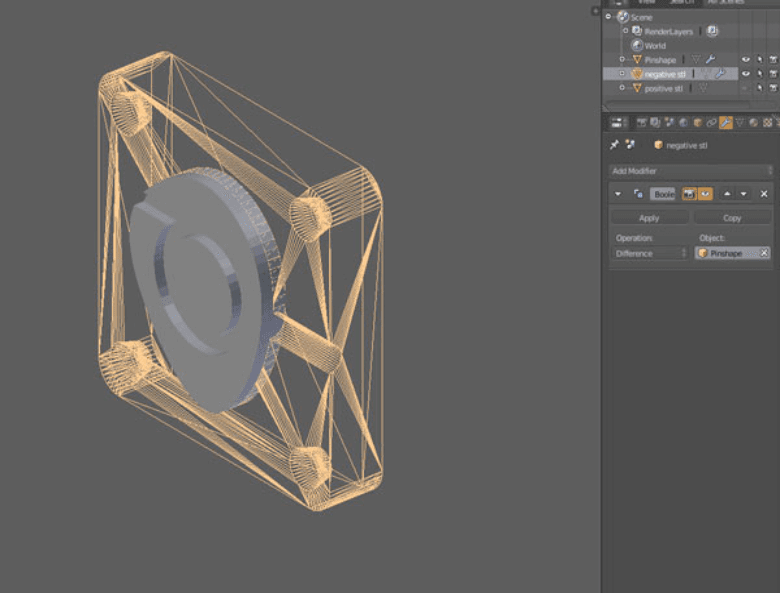
在 Blender 中,使用场景资源管理器中的眼睛图标来关闭模具的一半。根据您的喜好设置工作区后,将模具的两半设置为 Object(对象)菜单下的“wire(线)”绘制类型,如下图所示。
现在,可以定位模具。在注射过程中,确保物体与熔融塑料的入口完全相交。使用正交模式,通过“toggle perspective/ortho(切换透视/正交)”来简化操作。
关闭当前模具型芯的可见性,然后打开另一侧。重复此过程,确保物体与另一半模芯的入口完全相交。排列好对象后,可以使用 Blender 中的“boolean difference(布尔差分)” 功能减去两个相交对象的面积了。
选择对象的前半部分,然后选择 Modifier(修改器)菜单下的 boolean (布尔)选项。选择您正在切割的对象,并确保选择了 “difference(差分)” 操作。应用运算符,对另一侧执行相同操作。它应该类似于下图。如果您卡在此处,本教程关于将互锁组件添加到设计中的内容可能会有所帮助。
现在即可打印模具。导出每一半,确保选中 Blender 导出器中的“Selection Only(仅选择内容)”框。
2. 3D 打印模具
要 3D 打印模具,必须选择能够在注射成型过程中承受模具温度和压力的材料。
基于内部测试结果以及客户的案例研究,我们建议根据下表中的条件选择 3D 打印树脂。在相应条件下,三星表示树脂性能最好,一星则表示性能最差。
| 标准 | High Temp Resin | Grey Pro Resin | Rigid 10K Resin | |
|---|---|---|---|---|
| 成型温度高 | ★★★ | ★ | ★★ | |
| 冷却时间更短 | ★★★ | ★ | ★★ | |
| 高压 | ★ | ★★ | ★★★ | |
| 增加复杂几何结构的循环次数 | ★ | ★★ | ★★★ |
Setting up the print only takes a few seconds in PreForm, the print preparation software for Formlabs professional 3D printers. If your mold design requires support structures for printing, make sure to orient the mold halves in PreForm so that the cavity faces up. This will simplify post-processing and ensure a high-quality surface for your molded parts.
Depending on the geometry and the size, multiple molds can be printed at once on a build platform to increase printing efficiency.
Now that you’ve designed and 3D printed your mold, you can mold the parts on your benchtop plastic injection molding machine.
You have a wide variety of materials to choose from for injection molding. Formlabs and our customers have tested the following materials with 3D printed injection molds:
- LDPE
- PP
- PA
- PE
- TPE
- TPU
- PLA
- ABS
- ASA
- HDPE
- EVA
- PS
- POM
Consider the desired properties of your object and the capabilities of your injection molder before you make your choice. From there, simply follow the bespoke instructions on your injection molder to quickly and efficiently produce your parts.
Depending on the injected material, adhesion of the part to the mold can cause deterioration of the mold during extraction, in particular with flexible 3D printing materials such as TPUs or TPEs. Using a mold release agent is a good solution to help separate the part from the mold. Silicone mold release agents are compatible with Formlabs Grey Pro Resin, High Temp Resin, and Rigid 10K Resin.
If you have more questions about the workflow, make make sure to check our article FAQ: Injection Molding With 3D Printed Molds.
3. 注射塑料件
Now that you’ve designed and 3D printed your mold, you can mold the parts on your benchtop plastic injection molding machine.
You have a wide variety of materials to choose from for injection molding. Formlabs and our customers have tested the following materials with 3D printed injection molds:
- LDPE
- PP
- PA
- PE
- TPE
- TPU
- PLA
- ABS
- ASA
- HDPE
- EVA
- PS
- POM
Consider the desired properties of your object and the capabilities of your injection molder before you make your choice. From there, simply follow the bespoke instructions on your injection molder to quickly and efficiently produce your parts.
Depending on the injected material, adhesion of the part to the mold can cause deterioration of the mold during extraction, in particular with flexible 3D printing materials such as TPUs or TPEs. Using a mold release agent is a good solution to help separate the part from the mold. Silicone mold release agents are compatible with Formlabs Grey Pro Resin, High Temp Resin, and Rigid 10K Resin.
If you have more questions about the workflow, make make sure to check our article FAQ: Injection Molding With 3D Printed Molds.
SLS 3D 打印与注射成型的比较:何时采用 3D 打印部件替换成型部件?
本白皮书展示了多个实际用例的成本动态变化情况,并提供了 SLS 3D 打印、注射成型或两者结合的使用指南。
针对尝试 DIY 注射成型的设计师的提示
When designing your mold, consider what will 3D print successfully, as well as what will mold successfully.
The exact approach to DIY injection molding will vary based on your desired design and volume, but these tips and tricks will help increase your success rate.
-
To reduce the visibility of print lines on the finished part, print the mold with a smaller layer height (50 or 25 microns per layer instead of the default 100). Note that this increases print time.
-
Adding two to five degrees of draft on surfaces perpendicular to the direction of pull will allow the part to be removed more easily and will minimize degradation of the mold.
-
You can polish split-plane surfaces with fine-grit sandpaper to reduce flash.
-
Consider using a water bath to more rapidly cool your part and reduce warping.
-
Embossed and engraved details should be offset from the surface by at least 1 mm.
-
If designing for an aluminum mold frame, add .125 mm of extra thickness to the back of the mold plates to account for compression forces and to ensure a complete seal.
For the complete process workflow and other best practices, download our white paper.
使用 3D 打印模具完成小批量快速注射成型
有关在注射成型工艺中使用 3D 打印模具以减少成本和备货时间的指南,以及 Braskem、Holimake 和 Novusr Application 的真实案例研究,请下载我们的白皮书。
用 3D 打印打破常规
The conversation around 3D printing and injection molding is often oppositional, but it’s not always a question of one versus the other. By directly 3D printing parts or using 3D printed molds for injection molding for prototyping and low-volume production, you can leverage the benefits of both technologies. This will make your manufacturing process more time- and cost-efficient and allow you to bring products to the market faster.
Want to learn more about injection molding with 3D printed molds? Download our white paper for detailed guidelines for using 3D printed molds in the injection molding process and see real-life case studies with Braskem, Holimaker, and Novus Applications.
不确定哪种 3D 打印解决方案最适合您的业务需求?预约 1:1 咨询,我们可以帮您对比不同选项、评估投资回报率,还提供试打样品等更多服务。