
尚未拥有一台大幅面 3D 打印机?在确定一台紧凑小巧的桌面级 3D 打印机的可能用途时,应考虑到超出其成型体积的情况。正如智能手机或甚至是公路桥由众多独立的构建模块组成,将模型拆解为较小部件,并在打印后进行组合,这对于 3D 打印不适合构建平台的大型物体来说是一个绝佳的解决方案。
即使整个部件可能放入单个构建平台,拆解部件也会是得到高质量产品的最佳方法。当多个或相对的表面不应存在支撑标记、有复杂悬垂结构的设计、或是模型含有打印期间会将树脂吸入其中的空腔时,可以采取这种方法。
3D 打印多个部件也创造了新机会,比如,制造多材料组件,或组合刚性与柔性 3D 打印部件以模拟二次成型。
组装多个部件需要将其粘合在一起。在选择粘合方式时,首先应考虑粘合接头的强度,而这取决于部件的最终使用情况:
-
化学紧固:对于艺术作品、缩放模型以及复杂形状使用粘合剂,而不用于功能性应用与承受冲击。
-
机械紧固:对于需要牢固机械连接的功能性工程部件,或如果需要重复进行连接和拆解的组件,可以添加螺纹或套座。
本指南将重点介绍使用化学紧固制造大型多片式立体光固化 (SLA) 3D 打印模型。继续阅读以逐步了解该过程,包括从拆解模型到后处理和精加工以获得专业成品。
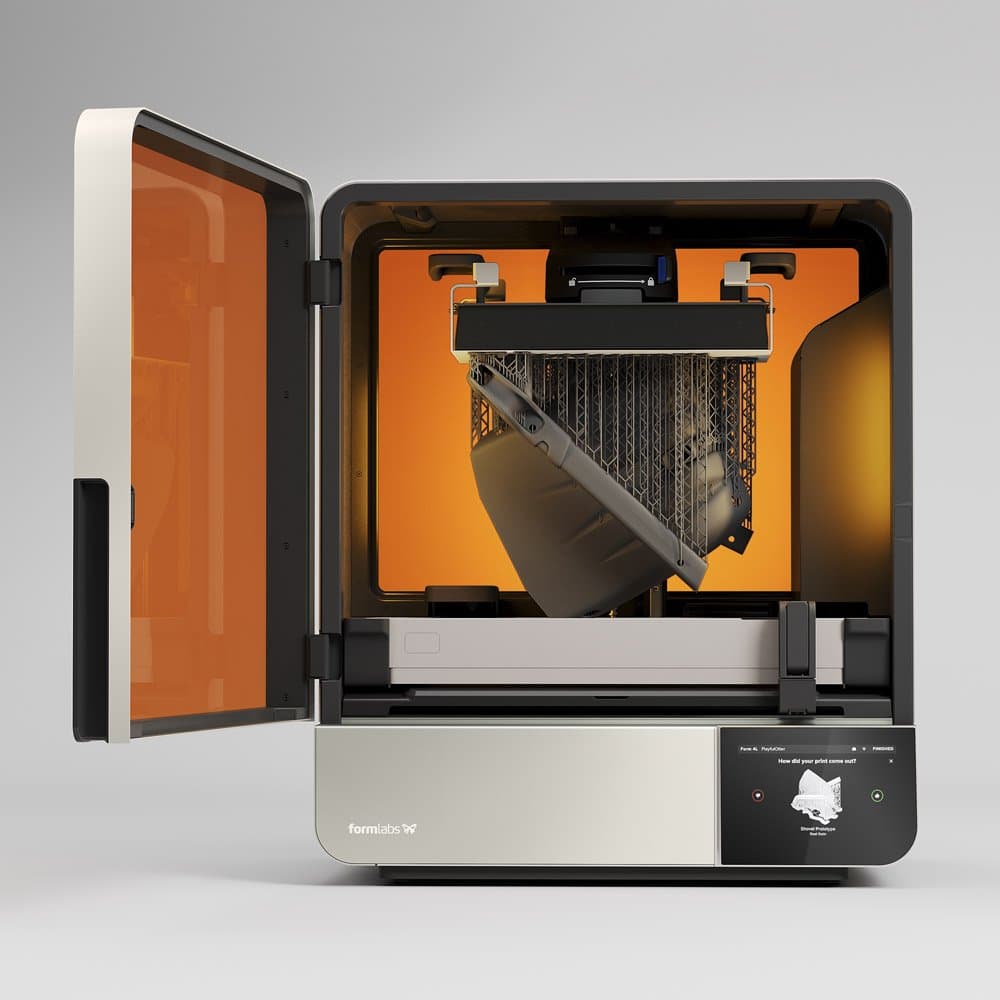
在寻找一台大型 3D 打印机吗?
Formlabs 的 Form 4L 打印速度极快,大多数大型部件的打印时间都在 6 小时以内。Form 4L 具有 35.3 × 19.6 × 35.0cm 的大成型体积,开创了工业 3D 打印的新时代。
第 1 步:拆解模型
我们推荐以下两种方法用于拆解模型:
- 在设计中添加一些特征,使打印件能够自行对齐。
- 只需用平直切口分割部件,在紧固过程中对齐即可。
无论选择哪种方法,如果您有大量部件需要处理,最好为每个部件添加独一无二的标识符(如字母、数字),这有助于解决组装时的难题。PreForm 的标签工具支持在设置打印时添加浮雕或凹入文本。
添加对准器
使用您的首选 CAD 工具以拆解 3D 模型,并添加基础对准器(如插槽、销钉、沟槽、凹槽和边缘)或者更复杂的对准器(如楔形榫头以及沿模型现有折痕的切口)。
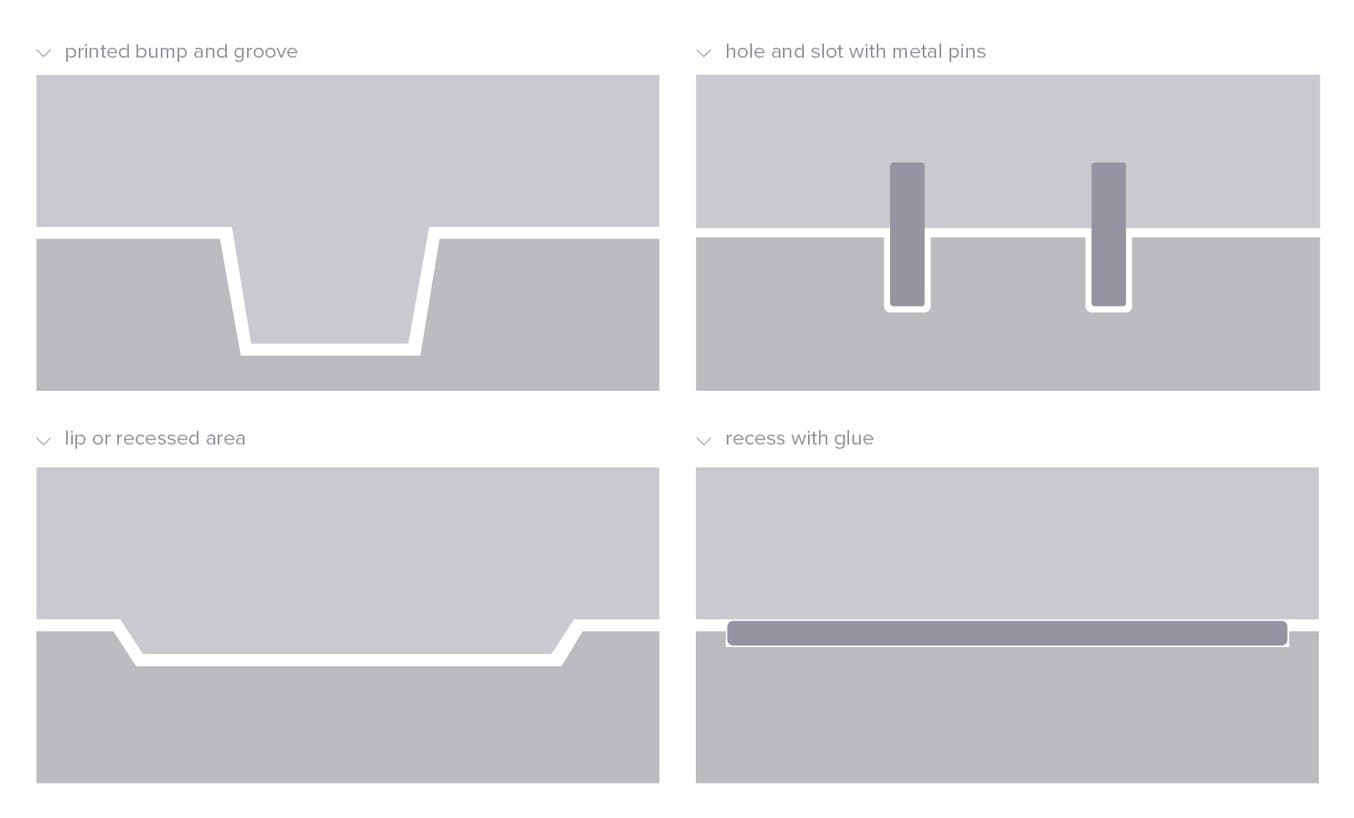
在设计中添加对准器有助于组装部件。
理想情况下,这些对准器会简化部件的对齐与组装过程,但是在其与您的 3D 模型稍有差异且不能完美对齐时会产生问题。因此,仅在您的打印机能够打印尺寸精准且不会翘曲的部件时使用对准器。
例如,使用 Formlabs 的 Form 4 掩模立体光固化 (MSLA) 3D 打印机,您可以打印出高精度部件,±0.15% 的 XY 尺寸公差可确保即使是复杂的组件也能组装在一起。
使用直线切割
3D 模型沿直线分解后,设计强度将低于添加对准器。当打印件轻微翘曲,或是使用精度较低的 3D 打印机打印的部件通常尺寸变化程度较大时,直线切割也更具包容性。
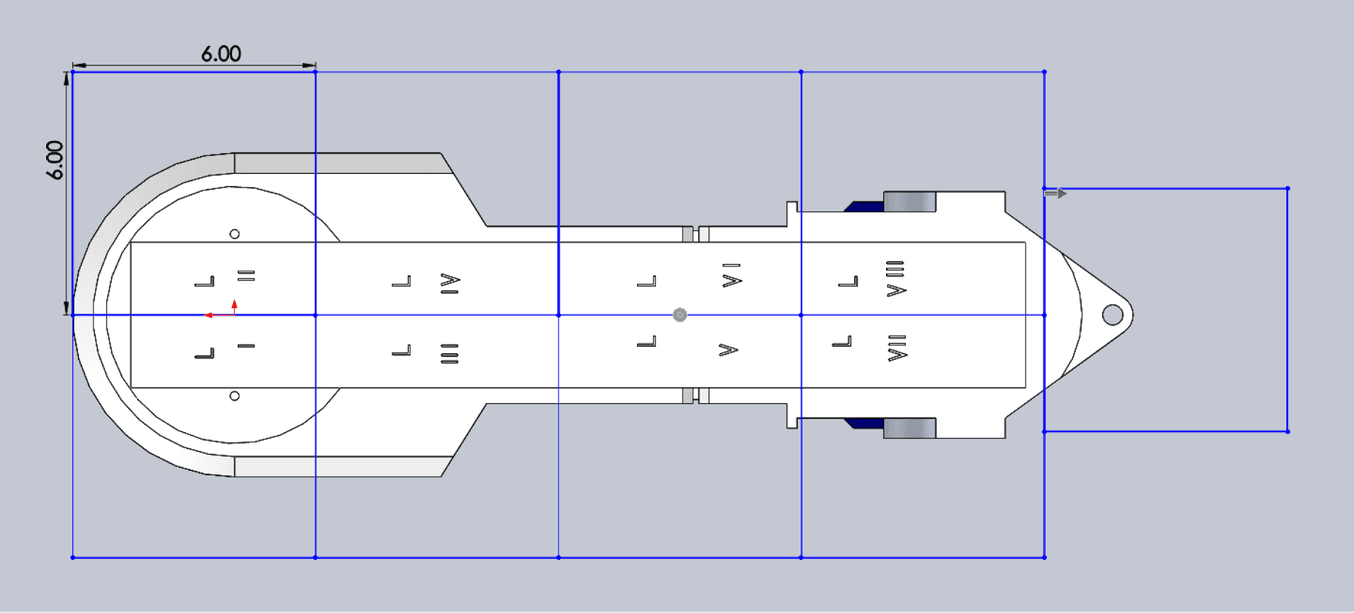
在每个部分添加标识符有助于解决组装过程中的问题。
不利之处在于直线切割在组装时相当费时,因为必须要手动对齐每一部分并确保它们保持在正确位置直至粘合剂将其完全粘住。

第 2 步:打印模型
默认情况下,立体光固化 (SLA) 3D 打印工艺能够制造完全致密的部件。根据您的设计,这在 3D 打印大型物体时可能不是必须的。这种情况下,3D 打印外壳或挖空设计是节省大量材料与时间的绝佳方式。使用 SLA 树脂 3D 打印机打印中空模型时,务必要添加排水孔,以便液态树脂流出模型。
掏空模型可以节省大量时间和材料,因为打印机只需要打印外壳。
如果您使用的是 Formlabs SLA 3D 打印机,则 PreForm 包含用于挖空模型和添加排水孔的工具。或者,您也可以使用 Meshmixer 等 CAD 软件,请参阅我们的 3D 模型挖空指南了解更多信息。

第 3 步:粘合部件
根据材料建议打印出部件并进行后处理后,就可以进行粘合。根据部件的尺寸和最终使用情况,我们建议使用以下三种粘合部件的方法。
粘合方法比较
| 环氧树脂(5-30 分钟) | 氰基丙烯酸酯(CA,强力胶) | 树脂 | |
|---|---|---|---|
| 粘合区域 | 大面积 | 小/中面积 | 小面积 |
| 是否可涂漆 | 是 | 是 | 是 |
| 冲击强度 | 中等 | 低 | 低 |
对于需要最强粘合的最大部件,请使用环氧树脂并保持 5-30 分钟。该方法工作时间最长,有助于调整较大的 3D 打印部件的位置,但是也会导致整体组装过程较慢。多数 5 分钟环氧树脂在大约五分钟后不会改变形状,并在一小时内达到大约 75% 的固化强度。
对于需要最强粘合的最大部件,我们建议使用环氧树脂。
其次是中小型部件的理想选择,氰基丙烯酸酯(CA,或强力胶),它能快速形成相当牢固的粘合。在将氰基丙烯酸酯涂抹至表面前,应彻底清洁部件,因为 CA 不能很好粘合脏污的表面。CA 具有中等冲击强度,并不建议用于高冲击应用。
对于较小的打印件,您也可以仅使用 SLA 3D 打印机中的液态树脂。从瓶或树脂盒中倒出少量树脂至托盘中,使用滴管或注射器拾取树脂,并将其置于表面以便部件粘合。连接部件并拭去可能溢出边缘的多余树脂。为使树脂凝固并粘合部件,使用 5mw 紫外线激光笔(波长为 405nm),并引导光线至部件周围的粘合区域。
就像在 SLA 3D 打印机中打印部件一样,此方法会形成化学键,但是这只适用于小的粘合表面,因为低功率的激光笔无法深入模型以形成牢固的粘合效果。
注:在操作树脂时,确保穿戴防护设备,包括合适的护目镜和手套。
第 4 步:部件精加工和后处理
模型组装完成后,即可进行后处理。此步骤包括部件的几何校正(以确保其具有忠实于原始 3D 模型的均匀表面)和美观度(以得到均匀的油漆表面)。
几何校正:修补和打磨
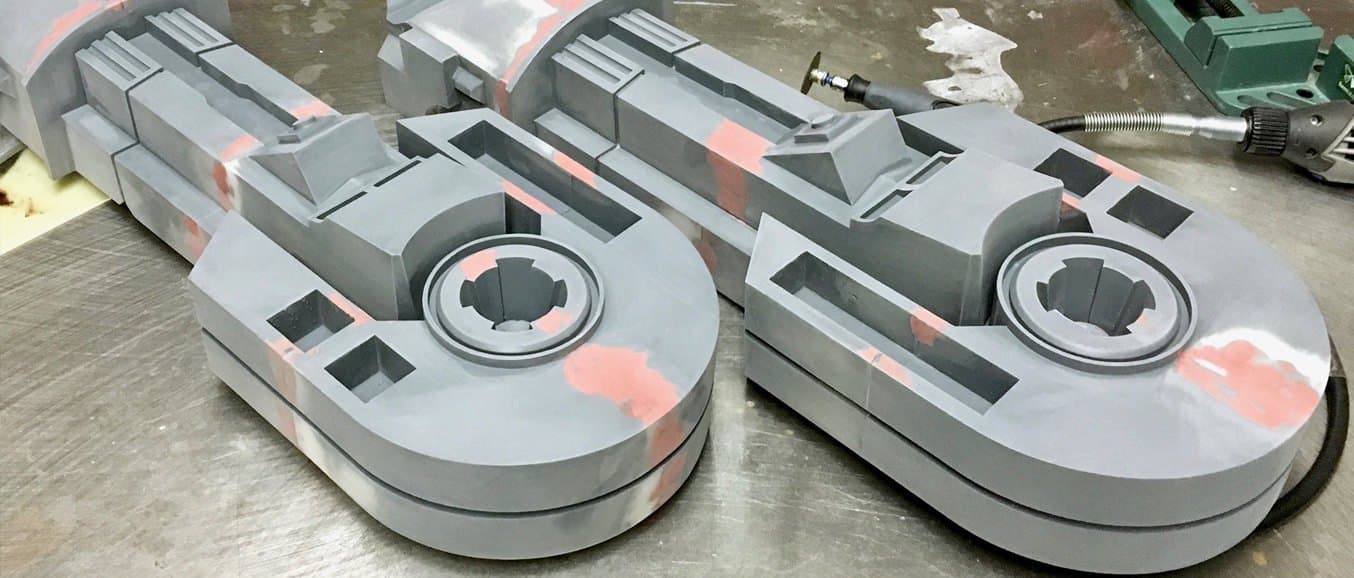
根据打印机的准确度和打印部件的尺寸,几乎不可避免地在部件粘合处出现轻微空隙或缺陷。汽车腻子(如 Bondo 907)与树脂粘合良好,可以涂抹至薄层表面以修补这些缺陷。或者,使用树脂填充接缝并用紫外线笔将其固化。在每层干燥之后轻轻打磨,以便部件达到最终状态。

使用汽车腻子(图片中的红色区域)修补部件将有助于修复部件之间的轻微空隙与缺陷。
打磨将有助于从模型上去除支撑标记以及任何残留的缺陷。首先使用 ~#150 砂纸小心地进行干打磨以去除大的支撑标记并平整部件粘合边缘。部件表面均匀后,使用 ~#320 砂纸进行湿打磨以去除所有残留层线。沿任意方向移动砂纸以免产生纹理。在大多数情况下,这两个步骤后最终表面将足够光滑,但是您可以继续提高砂纸粒度约 2 倍,并湿打磨整个部件直至表面达到所需的光滑度。

在大平面上进行电动打磨效果最好,但容易损坏细小特征。对于较小的部件,我们建议手动打磨,较大的部件可以将手动和电动打磨相结合。
对于较大的部件,电动和手动打磨相结合可以节省大量时间。在大平面上进行电动打磨效果最好,但容易损坏 SLA 打印的细小特征、尖角以及精细的轮廓特征。电动打磨也会产生很多灰尘,所以确保在周围区域做好准备。
注:使用电动工具需要您注意力集中并穿戴好防护设备。一不小心就会使磨砂机停止运转并在不知不觉中迅速磨损打磨区域。
在您完成打磨模型后,在肥皂水中进行漂洗以去除全部灰尘和碎屑,并在进行下一步骤之前将其完全干燥。
表面处理:上底漆、遮盖并涂装
上底漆确保油漆附着于表面,并可提醒您何处尚需进一步打磨或修整遗漏的支撑标记。哑光灰色的通用塑料底漆可以特别好地呈现细节-将其涂抹至表面,几层薄涂层便可以有很好的效果。继续打磨重要区域,再次上一薄层底漆,重复此过程直至整个部件表面平整。从我们的扩展指南中进一步了解有关打磨和上底漆的信息。
注:在上底漆和涂装时,穿戴好防护设备,包括专为油漆烟雾设计的口罩。

通用灰色底漆可以特别好地呈现细节并将帮助您发现需要额外打磨的位置。
如需得到多种颜色的最终表面,则应遮盖模型。首先,根据颜色、透明度和特定颜色的区域面积,您需要计划涂装模型的顺序。先从较小的区域开始,这样在大块区域涂装主色时,您就会需要遮盖较少的区域。使用油漆胶带遮盖部件边缘和角落,用纸张可以较快遮盖较大的区域。激光切割胶带导轨也有助于创造干净的线、圆和复杂形状。

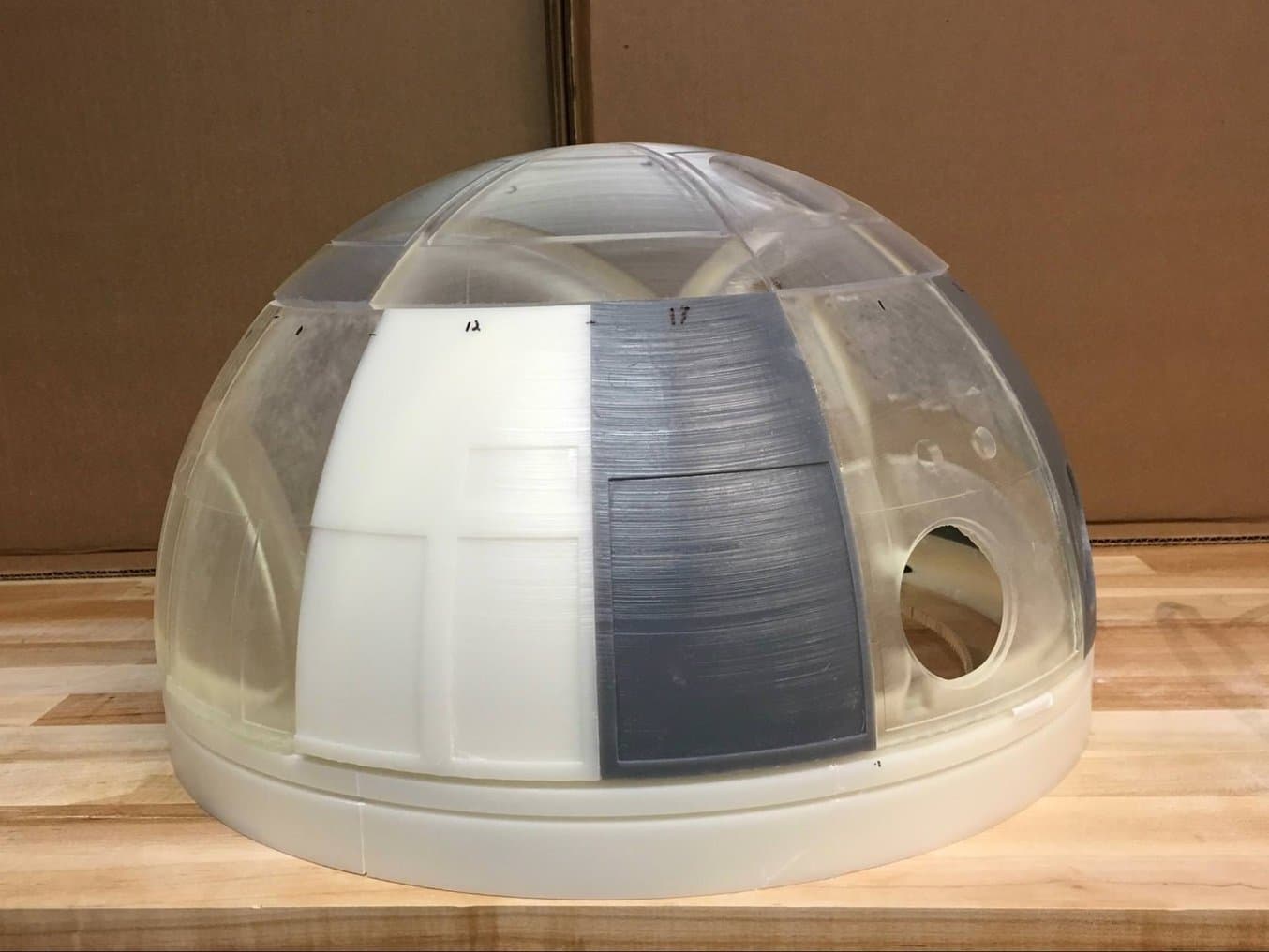
在进行遮盖时,首先要确定正确的顺序。在我们的实例中,部件首先要涂装银色。然后使用油漆胶带将要在最终部件上保留银色的部分遮盖住,避免再次被涂覆。
就像上底漆一样,几层薄油漆涂层就可以得到最佳效果,而非一层厚涂层。大多数喷漆在温暖、稍微湿润以及无风的环境使用效果最佳,但务必检查专用油漆罐或技术文档以寻求生产商的建议。
考虑油漆干燥所需的时间;在喷涂相同颜色前静置涂层,并在喷涂新颜色前使油漆充分干燥。

我们使用油漆胶带遮盖住的区域在去除胶带后保留最初的银色。
在我们的详尽指南中了解涂装 3D 打印部件的来龙去脉。

这个完全组装完成的复制品由 105 个 3D 打印部件组成。
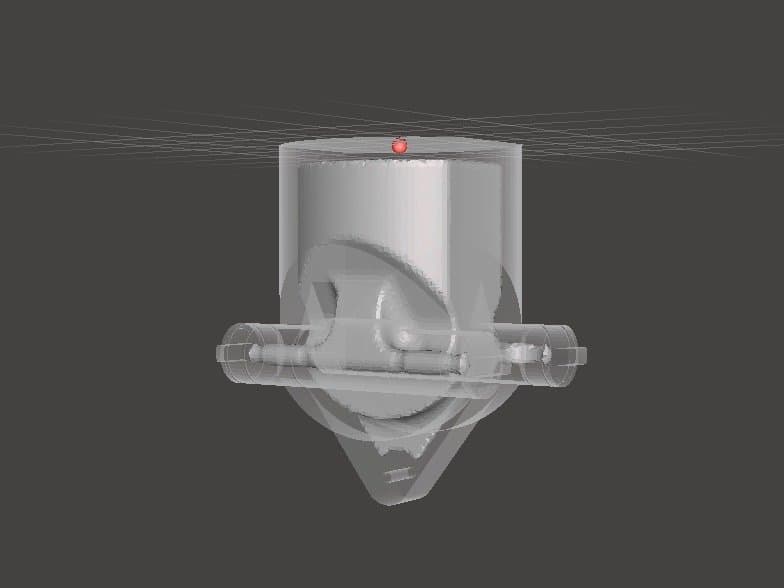
Formlabs 光学系统工程师 Adrian Tanner 使用 Formlabs SLA 打印机 3D 打印了这个由 105 个 3D 打印部件组成的 R2-D2 复制品。它甚至具有来自于 Form 2 的工作电子设备-发出声音的振镜驱动器、装有照明灯的树脂盒分配器以及装有圆顶马达的 Z 轴驱动器。
极快速的大幅面 3D 打印机
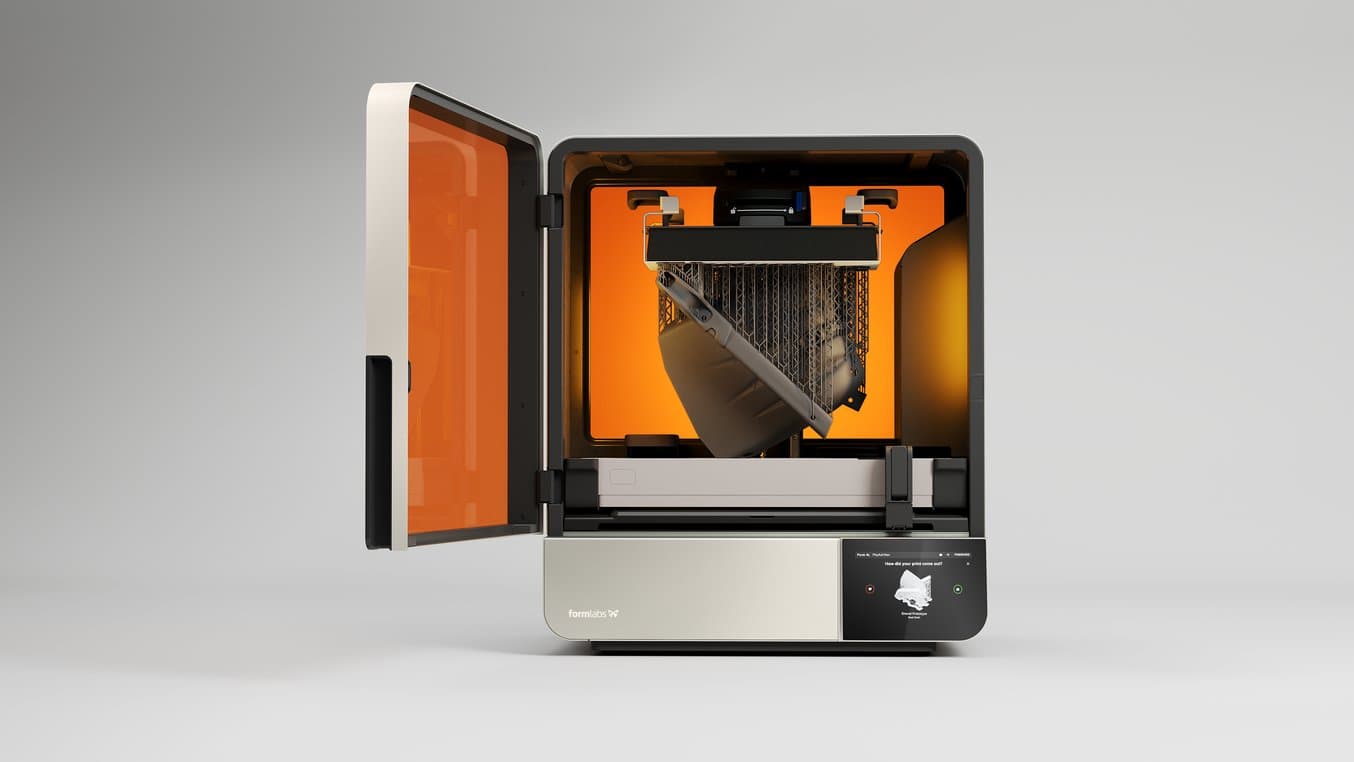
Form 4L 是一款大幅面 3D 打印机,具有 35.3 × 19.6 × 35.0cm 的成型体积,可打印大型部件,大多数部件的打印时间不超过 6 小时。
使用 Form 4L,无需外包周转时间,也无需手工组装大型 3D 打印件。Form 4L 的成型体积为 24.2 升,是 Form 4 的 4.6 倍,是一款快速、可靠、精确的打印机。使用大型部件解决重要问题只需不到六小时,而大型原型则只需不到一个工作日。
如需了解有关 Form 4L 的更多信息,请观看我们的网络研讨会,或索取免费样品部件,亲自评估打印质量。
不确定哪种 3D 打印解决方案最适合您的业务需求?预约 1:1 咨询,我们可以帮您对比不同选项、评估投资回报率,还提供试打样品等更多服务。