

市场上存在多种 3D 打印工艺。了解每种工艺的细微差别能够帮助您掌握它们的最终打印部件、初始投资、工作流程和打印速度等情况,从而选择最能满足您应用需求的技术。
PolyJet(材料喷涂成型 3D 打印)和立体光固化 (SLA) 是两种常见的树脂 3D 打印工艺 。这两种技术均可通过一系列先进材料,生产具有精细特征和光滑表面光洁度的高精度、各向同性的工业级品质水密原型及部件,因而广受欢迎。
本综合指南将详细对比 PolyJet 和SLA 3D 打印机在成本、打印质量、材料、应用、工作流程和速度等方面的区别,助您确定哪种技术最适合您的业务。

什么是材料喷涂成型?
材料喷涂成型是一种类似于传统喷墨打印的 3D 打印技术。然而材料喷涂成型打印并不像是将墨滴喷涂到纸上那样,而是在打印的过程中,由光敏塑料构成的液滴会在喷涂过程中不断固化。
材料喷涂成型的工作原理
在材料喷涂成型打印的过程中,打印头会沿 X 轴和 Y 轴在构建平台上移动,并将树脂滴喷射到平台上。与此同时,打印头发出的紫外光会对构建平台上的树脂滴进行固化。完成一个打印层后,构建平台就会向下移动,以便打印头进行第二层的打印。此后所打印的物体将会以这种方式不断累积,直到打印完成为止。
在打印悬垂结构等较为复杂的几何结构时,3D 打印机能够喷涂一种可去除的凝胶状支撑材料对其进行辅助。打印头还可将多种材料喷涂成型材料混合在一起,以获得独有的材料性能和颜色。
什么是 PolyJet 3D 打印?
PolyJet 3D 打印属于材料喷涂成型增材制造系列工艺。PolyJet 技术由 Objet 公司开发完成,随后又转让给了 Stratasys 公司。尽管市面上还有其他品牌的材料喷涂成型 3D 打印机,但只有 Stratasys 有权销售商标名称为 PolyJet 的打印机产品。

一台 Stratasys Connex 500 polyjet 3D 打印机。
什么是 SLA 3D 打印?
立体光固化诞生于 20 世纪 80 年代,是世界上首款 3D 打印技术,且至今仍是最受专业人士欢迎的技术之一。SLA 3D 打印机利用光源将液态树脂固化成三维物体,方法是将树脂桶或树脂槽暴露在光源下,使其硬化。
立体光固化 (SLA) 3D 打印的工作原理
最常见的倒置式 SLA 3D 打印机中的树脂槽具有透明底座和不粘表面,可作为液态树脂固化的基底,并便于新形成的层慢慢脱离。
SLA 或树脂 3D 打印工艺可分为多种类型 ,主要取决于固化树脂所用的光源。其中掩模立体光固化 (MSLA) 可使用 LCD 屏幕选择性地遮盖或掩蔽光源,是目前最流行的 3D 打印工艺。
Form 4 以及适合大幅面 3D 打印的Form 4L 均采用了Low Force Display™ (LFD) 打印引擎 — 这是一种先进的 MSLA 3D 打印方式。
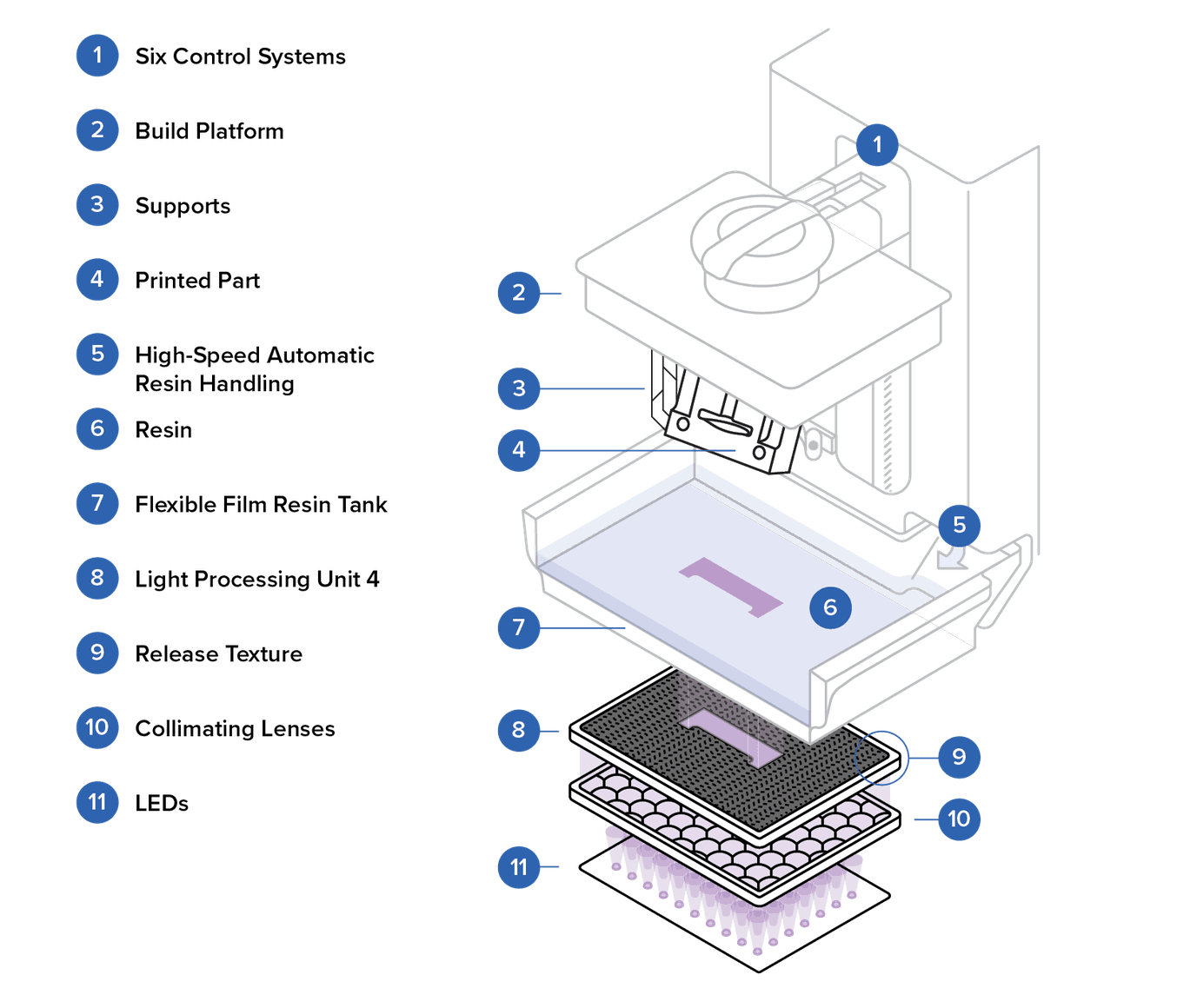
背光模块是 LFD 打印引擎的核心;该模块是一种超高功率光源,可形成均匀的区域投射光,光线在通过透镜阵列后进入 Light Processing Unit (LPU) 4,随后变为打印层的形状。在光线照射到树脂槽内的液态树脂后,整个液态层会立即固化为固态层。然后,构建平台从树脂中升起,精密的 Z 轴将树脂层从树脂槽底部剥离。
桌面级立体光固化 (SLA) 3D 打印介绍
您是否在寻找一台 3D 打印机以快速制造高分辨率模型?下载我们的白皮书以了解 SLA 打印的工作原理,以及为什么 SLA 打印是可创建具有完美细节、高尺寸精度以及出色表面光洁度的部件的最热门 3D 打印工艺。
PolyJet(材料喷涂成型)与SLA:详细比较
尽管 PolyJet(材料喷涂成型)和 SLA 3D 打印机均能够生成高精度的树脂部件,但在具体的应用过程中各有利弊。因此,我们需要按照几个关键的类别对其相对的优势和劣势进行评估。
成本与投资回报
成本是 SLA 3D 打印机和材料喷涂成型 3D 打印机的主要区别之一。随着 SLA 技术专利从 2000 年代末开始到期,与此同时打印尺寸较小的桌面级 SLA 3D 打印机陆续上市,SLA 打印机的购机成本已下降为原有价格的百分之一。如今,专业 SLA 打印机的起售价约为 2500 美元,而大幅面立式打印机的起售价则为 5000 美元。
相比之下,材料喷涂成型和 PolyJet 3D 打印机要昂贵得多,其价格为 2 万美元到 50 余万美元不等。这还只是购机成本,每年强制服务计划所产生的费用最高可达一台 PolyJet 打印机售价的 20%——这笔钱甚至足够我们每年添置一个 SLA 打印机机组。
此外,材料喷涂成型 3D 打印机所用树脂的价格一般为 SLA 树脂价格的两到三倍。因此,PolyJet 打印机的单件综合打印成本要比 SLA 打印机高出数倍。不仅如此,PolyJet 打印机所需的维护工作量更大,这会增加运营此类机器的人工成本。
所以说,除非您特别需要利用 PolyJet 打印机来满足特殊的应用需求(例如打印全彩模型或多材料部件),否则都可以选用 SLA 打印机来为您创造更高的投资回报。

在圣路易斯儿童医院,使用 PolyJet 树脂打印这样的脊柱解剖模型成本约为 1,600 美元,而使用 Formlabs Fast Model Resin 进行打印的成本仅为 80 美元。
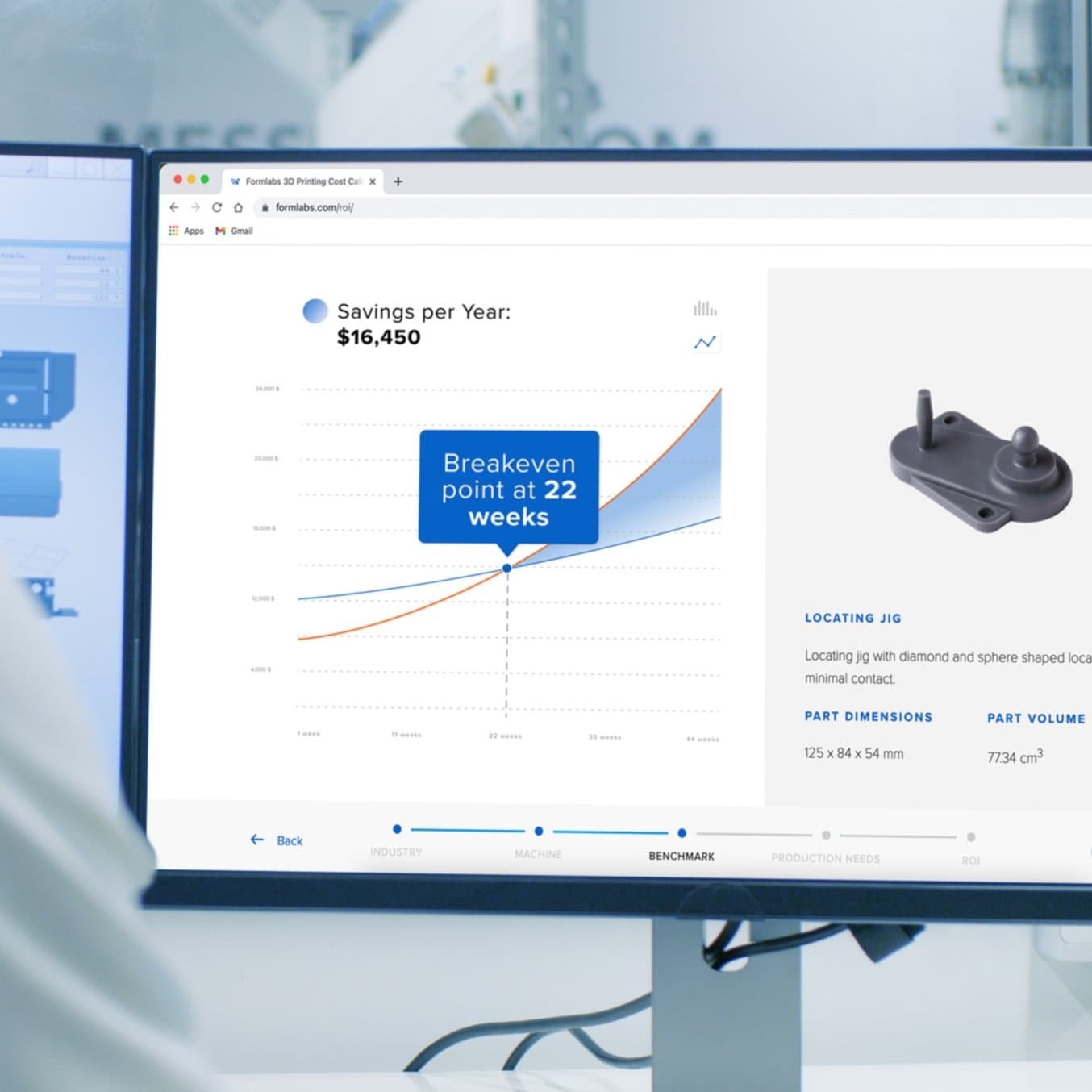
计算节省的时间和成本
使用我们的交互式 ROI 工具,以便亲身感受使用 Formlabs 3D 打印机进行 3D 打印能够节省的大量时间和成本。
打印质量和精度
因为 3D 打印为增材过程,每一层都可能导致不准确,并且层的形成过程影响精度水平——我们将其定义为每层打印准确度的可重复性。3D 打印的公差、准确度和精度由许多不同因素决定,包括 3D 打印工艺、材料、软件设置、后处理等等。
材料喷涂成型 3D 打印机和 SLA 3D 打印机均采用了最为准确和精密的 3D 打印工艺,其公差仅为 ±0.2% 左右(下限值:±0.1 mm)。得益于高精度的光源,这些工艺可实现精细的细节,并持续生产出高质量的部件。

SLA 部件具有精细的细节、光滑的表面以及极少的可见层线。这些部件均为使用 Color Resin 在 Form 4 上打印而成。
PolyJet 和 SLA 3D 打印部件均需要支撑结构,具体取决于模型的几何结构。支撑结构对确保尺寸精度至关重要,对于复杂的几何结构或大型薄壁部件而言尤其如此。
使用 SLA 打印机时,可在后处理期间手动去除支撑 。Formlabs SLA 打印机提供了增强型轻触式支撑结构和捆绑支撑,可在数秒之内从部件上脱离,从而节省后处理时间。SLA 打印部件还以光滑的表面处理效果见长,且根据材料的不同,可采用哑光或亮光处理。
使用 PolyJet 打印机时,系统会在后处理过程中用水射流将支撑结构冲洗掉。该工作流程施加在部件上的力,可能会对精美的细节造成破坏或使薄壁发生弯曲。PolyJet 打印机支持打印哑光表面和亮光表面。不过,亮光处理仅适用于模型中未使用支撑材料的部分。

材料和应用
可用材料的丰富程度是 PolyJet 和 SLA 打印机最大的区别之一,它决定了这两类打印机所适合的应用领域 。
多数材料喷涂成型和 PolyJet 3D 打印机可支持大约 5 到 10 种不同的材料,具体取决于打印机的型号。这些材料中既包括标准的原型制造材料,也包括不同颜色的材料、透明材料以及生物相容性材料。此外,较为高端的 PolyJet 3D 打印机还支持同时使用多种材料进行打印,从而能够满足多色和多材料原型打印等新颖的材料喷涂成型应用需求。
但是,PolyJet 打印机仅可使用低粘度材料进行打印,这严重限制了可实现的机械性能范围。不仅如此,PolyJet 材料的热变形温度 (HDT) 也比较低(一般在 45-50 ℃ 左右),这意味着此类材料甚至会在强光照射下发生蠕变并改变原有形状。因此,PolyJet 打印仅适合构建概念模型和非功能性原型,并适合一些存在生物相容性要求的牙科和医疗应用。
相比一般的材料喷涂成型 3D 打印机,SLA 3D 打印机所支持的材料范围要广泛得多;例如 Formlabs 3D 打印机最多可支持超过 45 种材料 ,其中包括超过 15 种生物相容性材料。SLA 树脂所支持的材料性能更加广泛:它们有的柔软,有的坚硬;有的透明,有的不透明;有的可以大量填充玻璃、蜡或陶瓷等次生材料,有的可以具备高热变形温度、抗冲击性或耐化学腐蚀性等机械性能。正因如此,SLA 材料才可以和常见的成品热塑性材料密切配合,并用于快速原型制造 。
尽管 SLA 并不支持多色 3D 打印 ,但它却是除了材料喷涂成型之外,唯一能够凭借 Color Resin 为专业应用提供自定义颜色的 3D 打印技术。Color Resin 支持定制,能够帮助用户方便、快捷、经济地制造彩色部件;这些部件可具备淡雅的中性色和鲜明的饱和色,用于打造逼真的原型、带有颜色编码的夹具和固定装置,或是可定制颜色的成品部件。

SLA 3D 打印机可为工程、制造和医疗保健应用提供品类最为丰富的材料。
Formlabs 还提供了 Open Material Mode (OMM) ,该模式支持使用任何 405 nm 光敏树脂进行打印,使研究人员和专家用户能够充分利用第三方材料或是进行材料开发。

易用性
工作流程
PolyJet 和 SLA 3D 打印的工作流程均包括三个步骤:设计、3D 打印和后处理。
PolyJet 和专业级 SLA 3D 打印机针对每种材料配备了专有软件和预定义设置,这些软件和设置已经过充分测试,能够最大程度保证打印成功率。用户可使用 PreForm 等高级打印准备工具实现即插即用的打印设置,并自动定向和生成支撑结构。
3D 打印流程一旦启动,3D 打印机可以在无人看管的情况下运行,直到打印完成。PolyJet 打印机和先进的 SLA 3D 打印机(如 Formlabs 的 Form 4 系列)均提供了可自动补充材料的树脂盒系统。用户还可为 Form 4 系列 3D 打印机添置 Resin Pumping System,从而将 5 L 树脂顺畅地输送到该打印机。
在对部件进行后处理时,您需要利用水射流手动去除 PolyJet 3D 打印部件上的支撑材料;如果支撑材料较厚,则需要使用化学槽和分层运动电机来将其去除。这样不仅可能会造成薄壁部件弯曲,而且容易损坏精细特征。PolyJet 模型从打印机中取出的一刻就已完全固化,因此无需对部件进行后固化处理。

PolyJet 的后处理流程包括化学物质浸泡、分层运动电机和水射流等一系列步骤,而这可能会损坏精细复杂的特征。
需要使用异丙醇 (IPA) 或其它替代溶剂清洗 SLA 部件,以去除其表面未固化的树脂。使用标准工作流程,首先从构建平台上移除部件,然后手动将部件浸泡在溶剂中以清除多余的树脂。
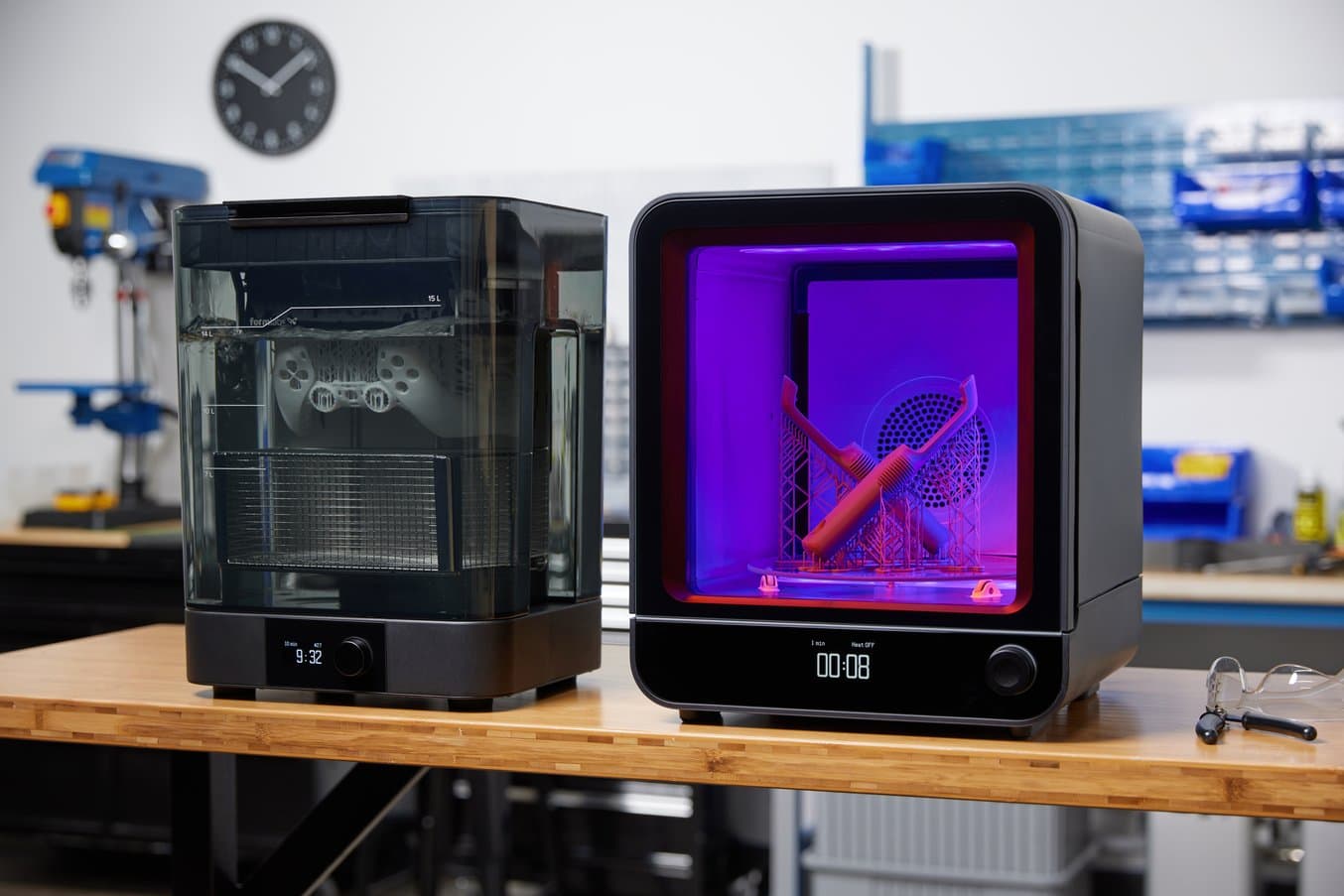
大多数 SLA 后处理工作可通过清洗和固化解决方案自动完成。
Form Wash 和 Form Wash L 等专业解决方案将自动进行 SLA 后处理。部件可以直接从打印机转移到 Form Wash 或 Form Wash L,后者搅动部件周围的溶剂进行清洗,并在过程完成后自动将部件从异丙醇中取出。
待清洗过的部件干燥后,一些 SLA 材料需要进行后固化,这一工序有助于部件达到最高的强度和稳定性。也可使用 Form Cure 和 Form Cure L 等固化解决方案自动完成这一工序。
去除 SLA 部件的支撑时需要切下支撑结构,并轻轻打磨部件以去除支撑标记。Formlabs 的技术可实现轻触即拆式支撑,可以在几秒钟内将整个部件从支撑底座上取下,并且只留下很小的支撑标记,能够减少后处理时间。PreForm 中的其他支撑功能与设置(包括下方所示的捆绑支撑)能够优化支撑的放置方式,并最大限度减少去除支撑的操作。
当需要进一步后处理时,PolyJet 和 SLA 部件均可进行加工、涂底漆、涂装和组装,以用于特定应用或后处理工序。
维护
与标准的 SLA 打印机相比,PolyJet 打印机所需的维护工作量通常会更大。每次使用后,用户都需要清洁打印头、成型托盘和滚轴。此外,为确保打印机处于良好的工作状态,用户还需要每天清洁紫外线灯和刮板,并定期执行测试。
材料喷涂成型 3D 打印机一般还需要进行现场安装,并要求进行相关设置和培训。更加复杂的工作流程和陡峭的学习曲线意味着系统需要由熟练的内部技术人员负责操作和维护。
除了保持打印机和工作区的整洁之外,专业级 SLA 打印机一般不要求进行定期维护。Form 4 系列 3D 打印机上的智能传感器还提供了碎屑检测、树脂液位控制等功能。此外,简单的工作流程使得公司的任何员工都能在接受不到一小时的培训之后,独立使用 SLA 打印机。

成型体积
PolyJet 打印机包括体积较小的台式机型以及重达数吨的大型工业设备,有众多尺寸可供选择。由于存在技术上的差异,大型 PolyJet 设备开发工作的复杂性更低。
最早的 SLA 3D 打印机主要是大型工业设备,其成型体积较大,但相关成本往往比 PolyJet 还要高,工作流程也要比后者复杂得多。不过,由于 SLA 打印技术经历了飞速发展,如今的 SLA 打印机既有紧凑的桌面机型,又有大幅面的立式机型,而且成本要比 PolyJet 打印机低得多。
桌面级和立式 SLA 打印机更加经济实惠,其背后的倒置式 SLA 工艺可减少占用空间和成本,但剥离力的增加会给材料和成型体积带来限制,且需要配备支撑结构才能成功打印大型部件。
Formlabs 重新设计了基于树脂的 3D 打印方法,并在 Form 3 代 3D 打印机上推出了 Low Force Stereolithography (LFS) 打印工序,由此大幅降低了打印过程中施加在部件上的力。其他面向 Form 4 系列 3D 打印机的技术更新(包括剥离纹理和柔性覆膜层树脂槽)可进一步将剥离力降至最低,在加快打印速度的同时,能够获得可靠的打印效果。
针对大幅面 SLA 3D 打印,Form 4L 采用了与 Form 4 相同的技术,并在保持价格竞争力的前提下有效弥补了尺寸短板,从而杜绝了因为小型桌面级设备的尺寸限制而影响工作流程的现象。
打印速度
PolyJet 和 SLA 都是公认速度最快的 3D 打印技术。
PolyJet 3D 打印机在打印不超过 5 立方英寸的部件时速度很快,但在打印成型体积较大的模型时速度会明显减慢;这是因为该情况下打印头的行程更长,完成一个打印层所需的时间也就更长。
MSLA 打印机一次能够固化一整层树脂,这意味着完成整个构建平台的打印任务所花费的时间与打印单个部件所需的时间十分接近;即使用户将整个构建平台填满,仍然能够获得理想的打印速度。
此外,PolyJet 打印机支持的自动化后处理解决方案种类有限;尽管其实际打印速度可能较快,但使用 PolyJet 打印机进行后处理往往速度较慢且更耗费人力。
打印速度也取决于材料选择。Formlabs Fast Model Resin 系采用 Form 4 系列的技术开发而成,其打印速度可达每小时 100 mm 以上,仅需数分钟即可完成牙科模型的打印,并且可在两小时内完成大型原型的打印工作。

打印速度比较:Radio Flyer 座椅原型
| FDM 3D 打印技术 | SLA 3D 打印技术 | |
|---|---|---|
| 1 个原型 | 42 小时 3 分钟 | 2 小时 37 分钟 |
比较打印机和打印参数:
- FDM 3D 打印机:Ultimaker S7,PLA,100 微米层高,20% 填充密度
- SLA 3D 打印机:Form 4,Fast Model Resin,200 微米层高
经独立测试的 Form 4 和其他树脂 3D 打印机的可靠性
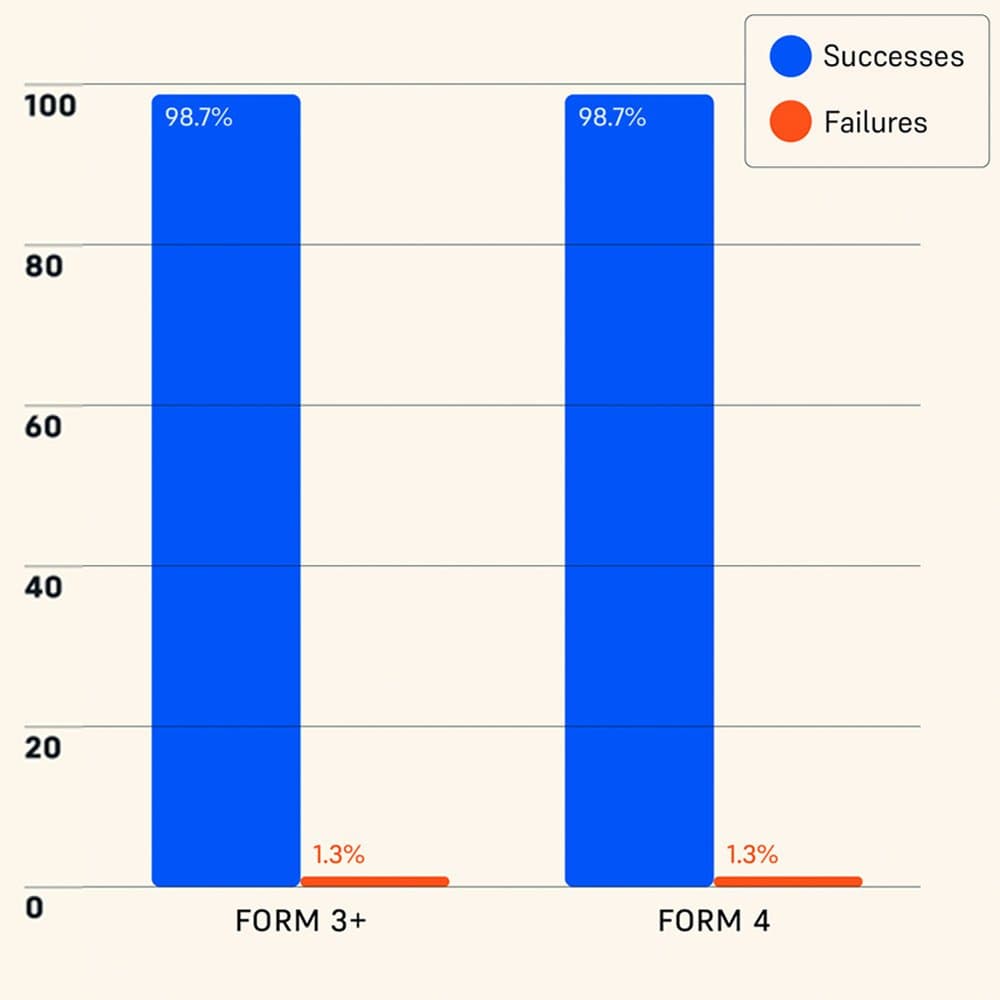
据一家全球领先的独立产品测试机构测定,Formlabs Form 4 的打印成功率高达 98.7%。请在我们的白皮书中阅读测试方法的完整说明并查看测试结果。
PolyJet(材料喷涂成型)与SLA:横向对比
每种 3D 打印技术都有自己的优势、劣势和要求,适用于不同的应用和业务。下表总结了在比较 PolyJet 和 SLA 3D 打印机时需要注意的一些关键特征和考量因素。
| PolyJet | 立体光固化 (SLA) | |
|---|---|---|
| 分辨率 | ★★★★★ | ★★★★★ |
| 精确度 | ★★★★★ | ★★★★★ |
| 表面光洁度 | ★★★★★ | ★★★★★ |
| 产量 | ★★★★☆ | ★★★★☆ |
| 设计复杂度 | ★★★★☆ | ★★★★☆ |
| 易用性 | ★★★★☆ | ★★★★★ |
| 优点 | 精度高 表面处理光滑 支持多色 3D 打印 具有多种材料性能 打印速度快(适用于小型部件) | 物有所值 精度高 表面处理光滑 打印速度快 适合多种功能性应用 |
| 缺点 | 机器和材料价格昂贵 材料选择有限 部件对高温敏感,且不能长期接触紫外线。 需要进行维护,且需要安排专门的操作员 | 一些材料不能长期接触紫外线 |
| 应用 | 概念模型构建 快速原型制造 牙科和医疗应用 | 概念建模 快速原型制造 功能性原型制造 快速模具制作 制造辅助工具 小批量、过渡或定制制造 牙科模型和器械 医疗模型和医疗器械 珠宝原型制造和铸造 模型和道具 |
| 成型体积 | 桌面级打印机为 294 x 192 x 148.6 mm,大型打印机可达 1000 x 800 x 500 mm | 最高 353 × 196 × 350mm(桌面级和立式 3D 打印机) |
| 价格 | 桌面级打印机起价约为 20000 美元,大型工业级设备价格可达 50 万美元以上。 | 低成本树脂 3D 打印机的价格在 200 美元到 1000 美元之间,专业级 SLA 3D 打印机的价格在 2500 美元到 10000 美元之间,而大幅面树脂 3D 打印机的价格在 5000 美元到 25000 美元之间。 |
| 材料 | 各种树脂(热固性塑料)。标准树脂(不透明、透明、彩色)、工程树脂、牙科树脂和医用树脂(生物相容性树脂) | 各种树脂(热固性塑料)。标准树脂(不透明、透明、彩色)、工程树脂(类 ABS、类 PP、柔性、耐热、钢化玻璃填充)、可浇铸树脂、牙科树脂和医用树脂(生物相容性树脂)。纯硅胶和陶瓷。 |
根据需要选择合适的 3D 打印机
材料喷涂成型和 SLA 3D 打印技术都有其独特的优势,包括准确度和精度高、表面处理光滑、打印速度快以及材料种类多等等。然而,SLA 技术的发展速度更快,且优势更不可替代,尤其是成本、易用性和潜在应用范围等方面的优势更是如此。
Formlabs Form 4 系列树脂 3D 打印机具有 99% 的打印成功率、不断丰富的专用材料库、直观的打印准备和管理软件以及专业的支持服务——上述优点全部集于一身。想亲身感受质量吗?预订样品部件,我们将寄送至您的办公室。
不确定哪种 3D 打印解决方案最适合您的业务需求?预约 1:1 咨询,我们可以帮您对比不同选项、评估投资回报率,还提供试打样品等更多服务。