
自从首次推出工业级桌面 3D 打印机以来,Formlabs 不断改进我们的产品和业务战略,以确保为我们的客户提供简单、经济且可扩展的优质部件。Form 3 系列等桌面级立体光固化 (SLA) 打印机以及 Form 4 系列等掩模立体光固化打印机 (MSLA) 可以轻松打印出高性能的优质成品部件,而无需担心打印设置或机器校准。
然而,无论选择哪种类型的 3D 打印技术,总有一些方法可以进一步优化您的工作流程。Formlabs 打印专家为您提供了 10 种充分利用打印机的方法。
#1:互联网连接和 Dashboard
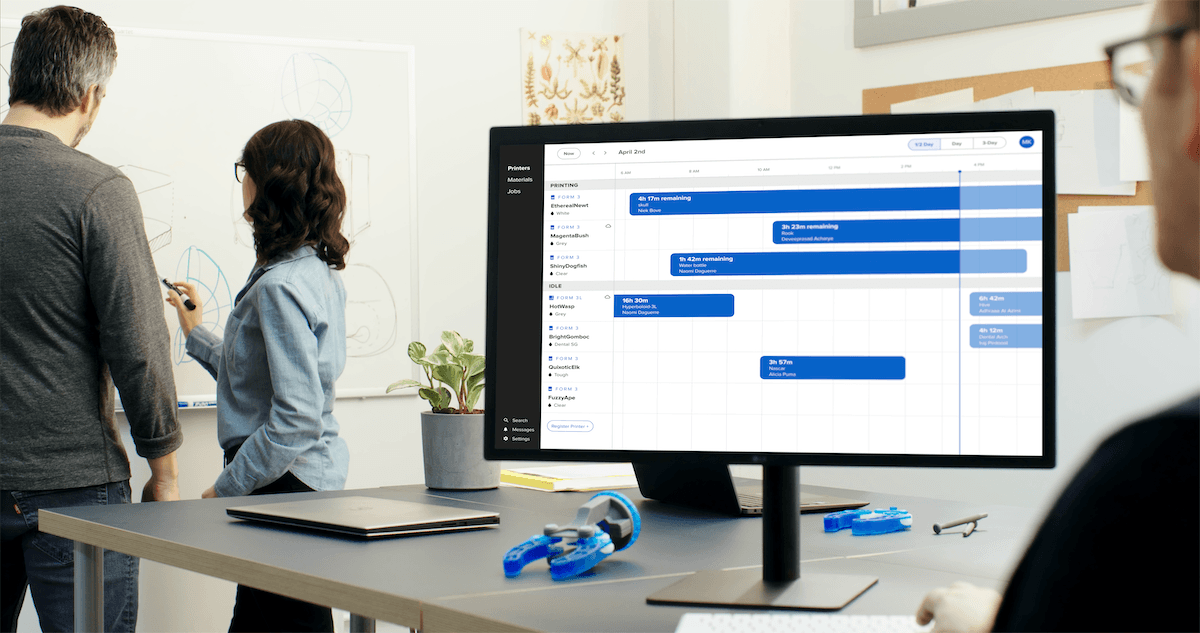
将打印机连接到互联网后,即可远程上传打印任务,便于在家、在通勤途中,或者使用不同办公网络开始打印任务。互联网连接还能确保打印机可以自动搜索固件更新,以便使用优化的材料和打印机设置。
连接打印机后,将其注册至 Formlabs 的在线打印机监控软件 Dashboard。Dashboard 支持从浏览器或通过 PreForm 监控打印状态,而 Fleet Control(一控多机)则为这两个平台增加了更多功能,以提高打印机的生产率。如需了解 Dashboard 和 Fleet Control 中可用功能的更多信息,以及如何连接打印机,请访问我们的特定支持页面。
#2:优化设计,成功打印
虽然 SLA 3D 打印可以实现令人难以置信的精细特征尺寸、公差和分辨率,但在开始打印之前,仍应考虑一些设计限制。
例如:在理想条件下,虽然可以实现薄于 0.2mm 的薄壁特征,但在打印和后处理阶段,其机械强度可能过弱而无法承受力。为确保打印成功,请将薄壁特征控制为不小于 0.2mm。下载完整的设计指南,了解更多信息。
#3:了解 PreForm 警告和调整方式
在将部件发送到打印机之前,PreForm 会分析文件的适印性,并检测可能存在问题的特征和几何形状。为确保打印成功,了解不同类型的问题以及如何调整设计或打印方向以避免这些问题非常重要。
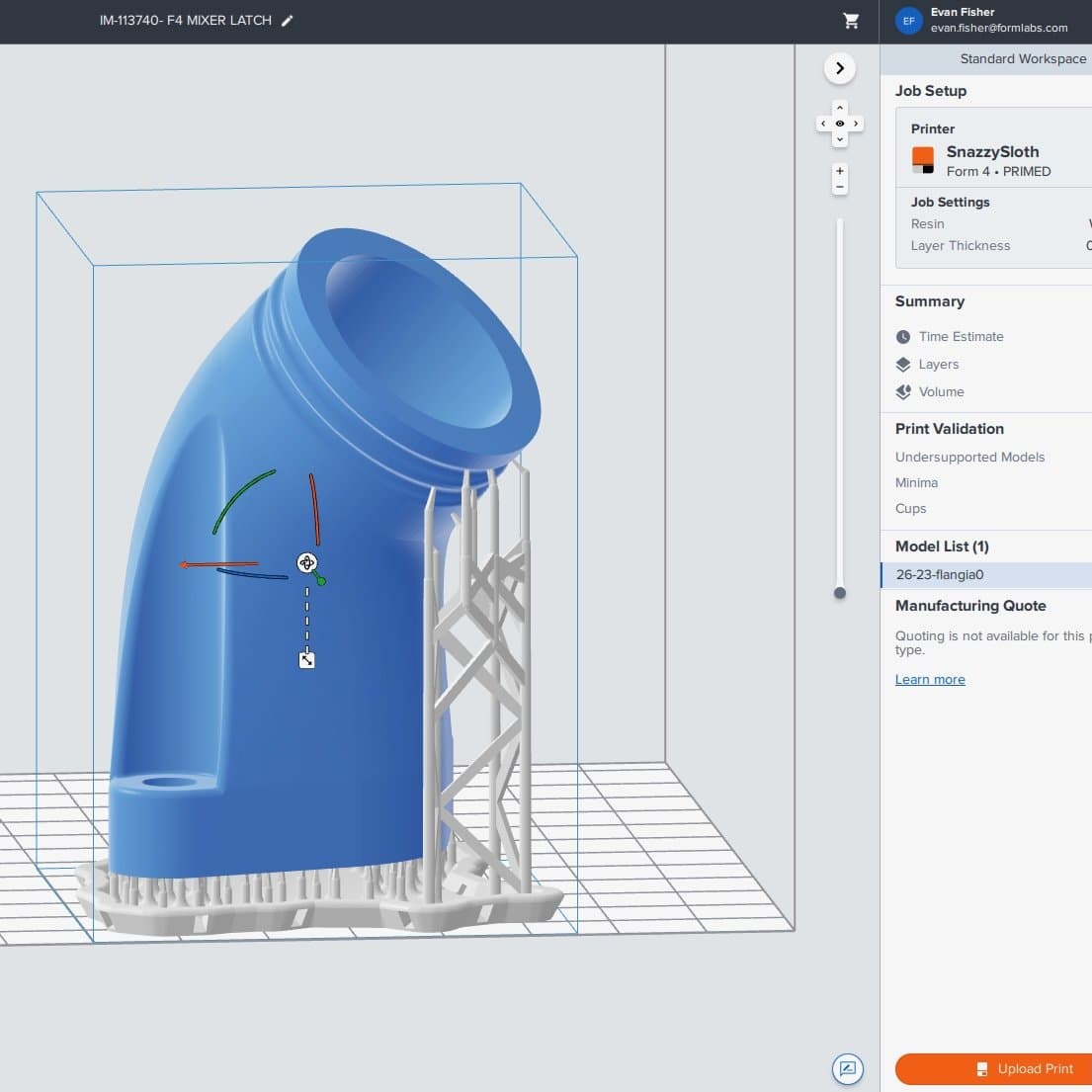
黄色突出显示:杯状结构或“吸盘状结构”是指在该区域中,由于部件的放置方向,在打印过程中将液态树脂吸附在部件内部。这会导致表面分辨率降低,甚至导致打印彻底失败。如果有足够多的树脂被吸附在特征内部,就会产生“喷出”效果。为避免出现杯状结构,请调整部件的方向,使树脂能够自由流动,或在设计内部创建排水通道。另外,PreForm 的“Hole(孔)”功能可用于创建排水孔,便于树脂从杯状结构内流出。
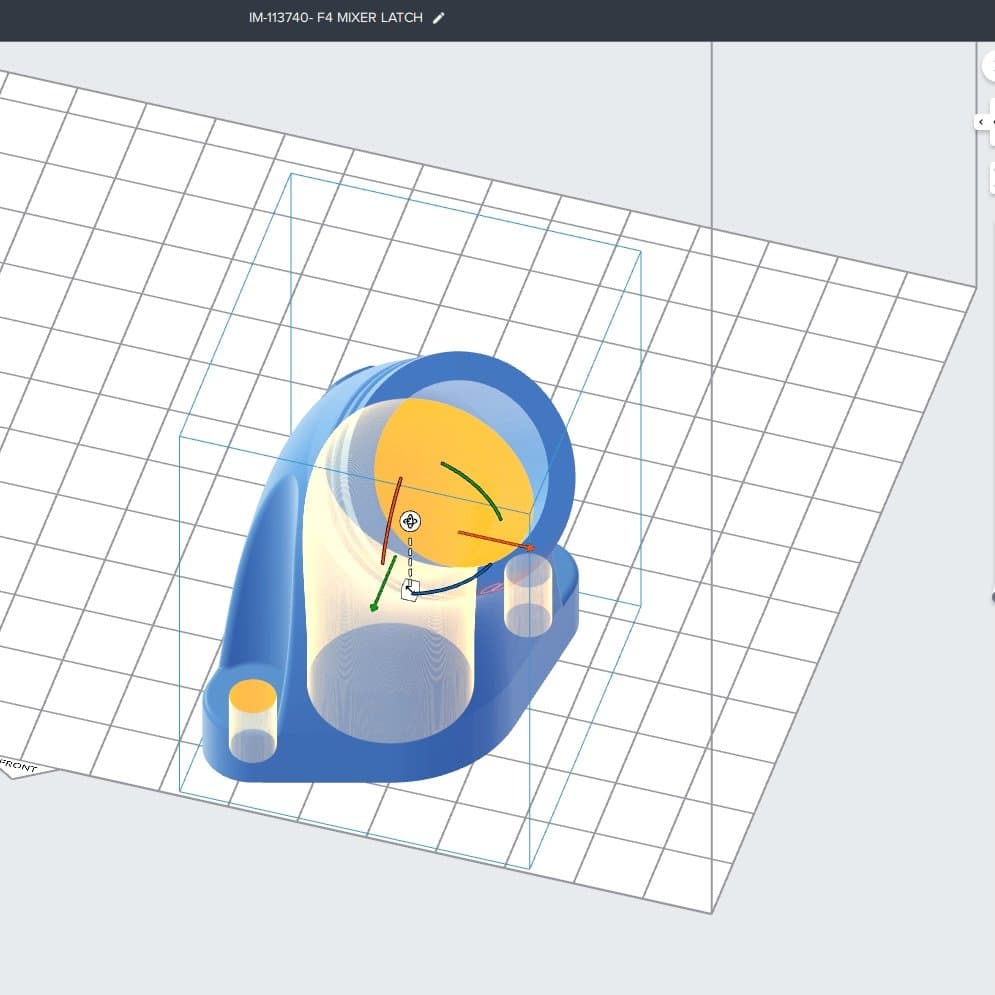
黄色高亮表示“杯状结构”区域,部件的方向可能导致其中留存液态树脂。
在打印过程中,稍微改变定向以便液态树脂流出。
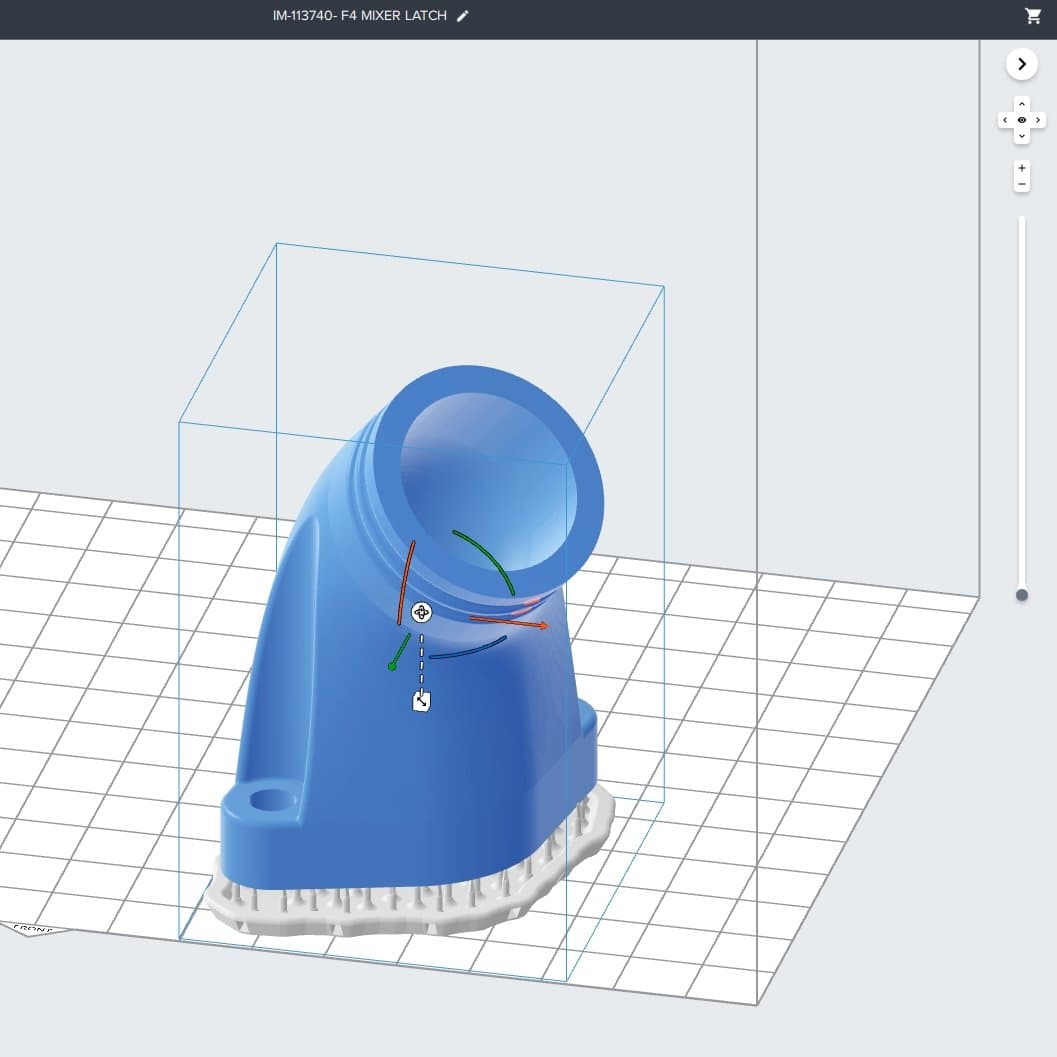
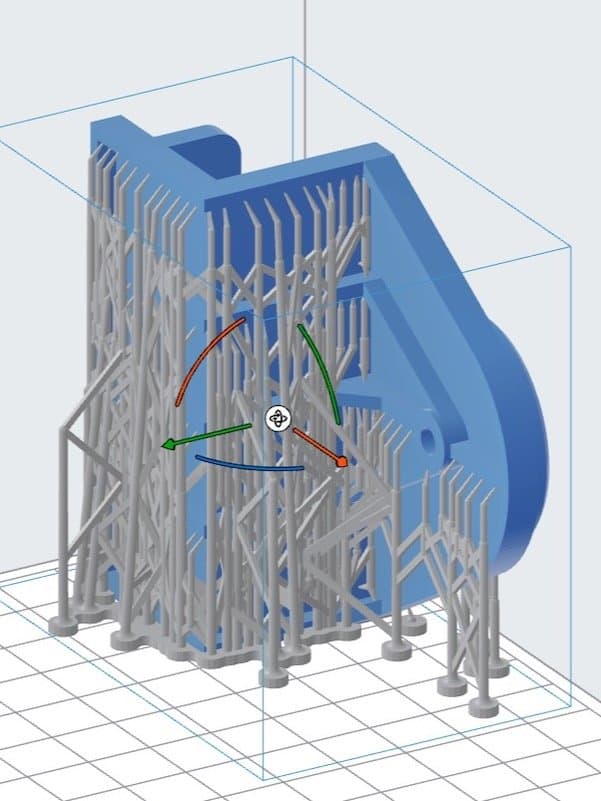
红色轮廓:当部件或特征的最低点(或最小点)自由悬挂且无支撑时,就会显示未受支撑的最低点。由于 Form 系列打印机逐层打印,因此这些最低点不会连接到模型的其他部分。相反,当构建平台升起并移动到下一层时,它们会粘附在树脂槽底部,从而导致打印失败。为避免出现这种情况,请在突出显示的位置为模型添加支撑。
红色轮廓(黄色圈)显示由于支撑不稳定或支撑不足,而需要进一步支撑的特征。
增加更多支撑可以解决红色轮廓警告,确保打印成功。
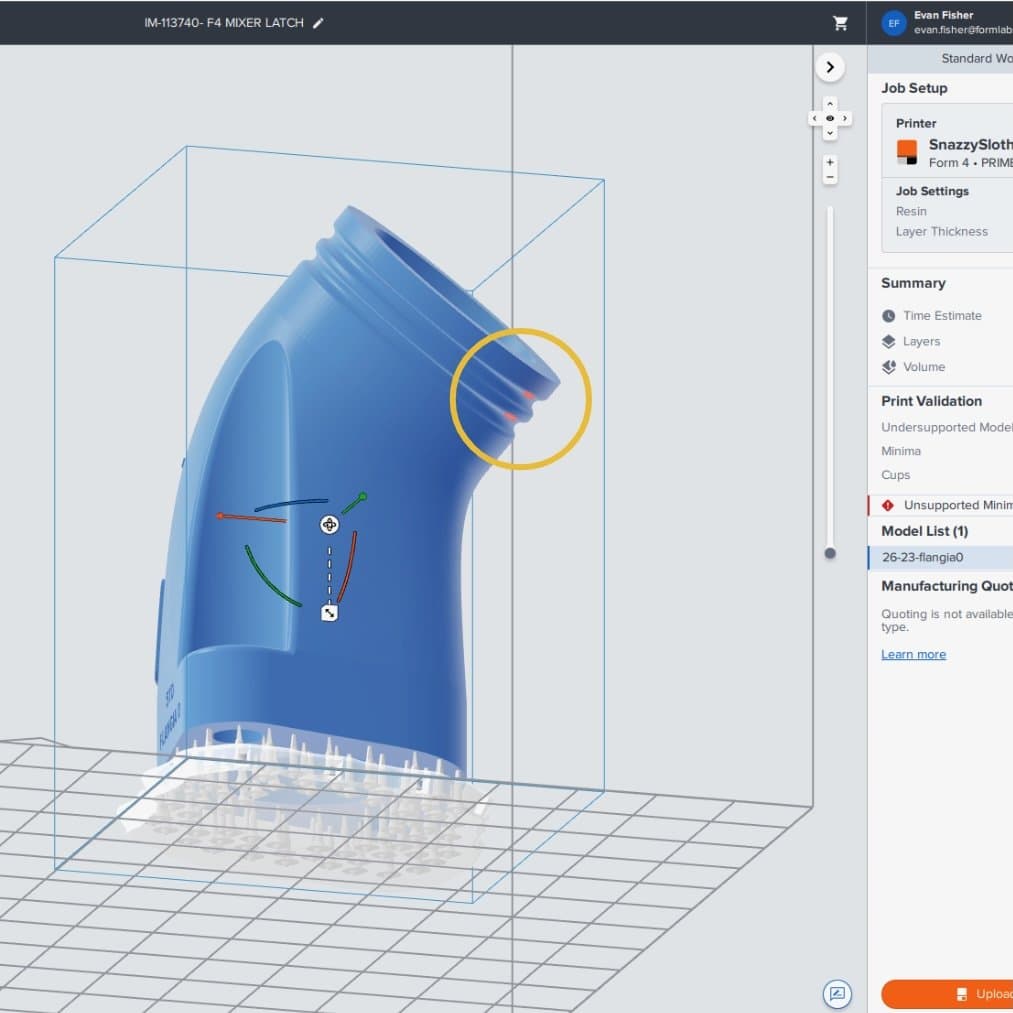
红色阴影:支撑不足区域指悬垂结构或几何形状不稳定,需要进一步支撑。几何结构支撑不足将导致打印失败。红色阴影的深浅代表问题的严重程度:浅色区域表示问题较轻微,深色区域表示问题较严重。为这些区域添加更多支撑以解决这些问题。
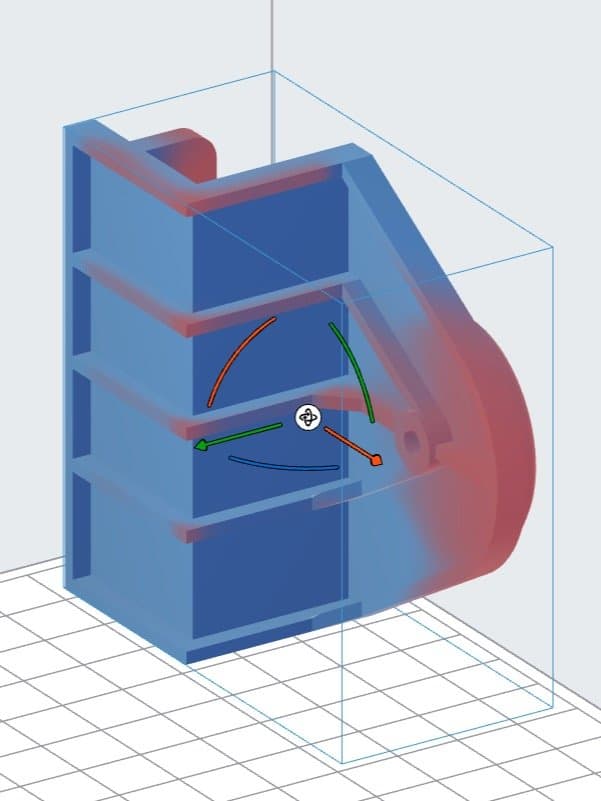
红色阴影表示模型特征未得到支撑的潜在问题区域。
为这些区域添加更多支撑以解决红色阴影突出显示的问题。
如需详细了解如何避免有问题的几何特征、形状或定向,请访问我们的资源页面。
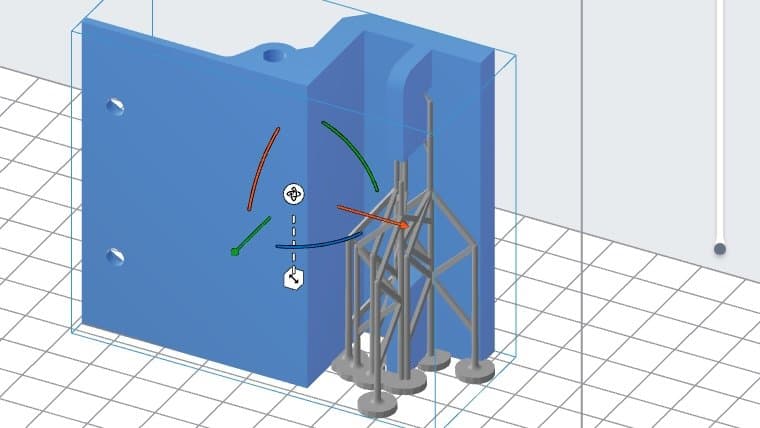
#4:优化支撑生成和位置
了解如何有效支撑部件是 3D 打印的关键部分。PreForm 可以自动生成支撑,并在有效支撑部件方面表现出色。不过,PreForm 在安全方面也十分出色,如果您想编辑支撑的数量或位置,可以进行完全自定义。
例如,您可以决定是使用基底(模型下方基础)来连接所有支撑结构,还是使支撑结构单独接触构建平台。还可以选择支撑密度和接触点尺寸。
更多的支撑结构和更大的支撑接触点将增强复杂几何结构的稳定性,但更小的接触点和密度更低的支撑则更易于移除。高级用户还可以使用支撑画笔手动添加和删除支撑。
如需了解有关放置支撑的更多信息,请访问我们的支持页面。
#5:了解基底打印与直接在构建平台上打印的不同
虽然有些部件可以直接在构建平台上打印(为了提高效率,理应如此),但极小部件应该使用“完整基底”或“小型基底”打印。完整基底是由各个支撑在与构建平台接触时汇聚而成,将整个部件抬离平台表面。小型基底用于需要支撑的特征,即使部件的其余部分直接在构建平台上打印。这种方法可以节省支撑材料,但如果部件的其他部分并无平整基底,就会产生问题。
这种“完整基底”结构作为单独的支撑结构与构建平台接触。
对于多个部件,完整基底比几个小型基底更有意义。
直接在构建平台上打印,并为需要支撑的特征配备小型基底,可以说是一个很好的折中方案。
表面平整的大型部件可直接在构建平台上打印,但建议 Form 3 系列打印机使用 Build Platform 2(第二代构建平台)或 Build Platform 2L(大幅面第二代构建平台),或 Form 4 系列打印机使用 Build Platform Flex 或 Build Platform Flex L,以确保部件易于移除。这些构建平台采用荣获专利的快速剥离技术 (Quick Release Technology),无需刮擦即可移除部件。
#6:优化后处理工作流程
SLA 3D 打印部件需要在异丙醇 (IPA) 中清洗,并在打印完成后进行后固化。Form Wash 和 Form Wash L 为自动化解决方案,可通过搅拌异丙醇来精确清洗部件并去除表面的所有树脂,同时保持工作区整洁有序。随着时间的推移,溶剂中的树脂会达到饱和状态,因此需要更换。部件在 IPA 中停留时间过长会导致部件膨胀。
另外,也可以使用 Formlabs Resin Washing Solution(树脂清洗液)代替 IPA 来清洗大多数树脂。根据 GHS 分类,该溶液不易燃,清洁效果与 IPA 相当,但在达到饱和之前可溶解近两倍的树脂。
Form Cure、Form Cure L 和 Fast Cure 使用 405nm 光和热对部件进行后固化,使其达到最佳机械性能。所有后固化解决方案均针对 Formlabs 树脂提供预设,因此只需转动控制旋钮,就能轻松优化时间和温度。
除了清洗和后固化部件外,还有多种方法可以对 SLA 打印件进行进一步后处理。从金属电镀到涂层、染色、喷漆和介质喷砂处理,都能帮助您改善部件的表面光洁度和机械性能。
如需了解有关后处理的更多信息,请访问我们的支持页面或阅读 SLA 后处理指南。
#7:熟悉 Formlabs 的材料库
Formlabs 提供 45 种以上材料,每种材料均为解决工程师、设计师、制造商以及牙科和医疗专业人士所面临的问题而量身打造。材料均经过精心设计,搭配 Form 系列打印机,您可以使用真正的技术陶瓷、纯硅胶、静电耗散材料、阻燃材料和各种生物相容性材料,拓展您的工作范围。
通过我们的交互式材料中心,您可以轻松找到适合您的材料,其中包含每种材料的详细信息、逐项比较特性,且技术和安全数据表均可供下载。如需找到适合您的材料,另一种方法是浏览 Formlabs 网站的应用部分,阅读工作流程指南或案例研究,了解其他 Formlabs 客户如何在类似应用中使用某些材料。
#8: 了解树脂槽保养和维修
树脂槽是确保打印机可靠、稳定和高度精确的不可或缺的一部分。树脂槽保养和处理的一些最佳做法如下:
-
切勿触摸或损坏树脂槽的底面。
-
污染、灰尘或划痕会阻碍光路并导致打印缺陷。
-
-
切勿使用锋利的工具从树脂槽中移除物品(而应使用随附的塑料部件移除工具)。
-
更换不同类型的树脂时,需同时更换树脂槽和树脂盒。取出树脂槽之前,应先取出树脂盒,以免树脂盒阀盖上的树脂滴落到打印机内部。
-
每种类型的 Formlabs 树脂应使用不同的树脂槽。
-
如果树脂槽没有安装在打印机中,对于 Form 3 系列打印机,请将其存放在树脂槽盒中;对于 Form 4 系列打印机,请将其盖上可重复使用的盖子后存放。盖上盖子后,Form 4 系列打印机的树脂槽可以堆叠存放。
-
如果树脂槽盒内或树脂槽底部有液态树脂残留,请清理干净后再存放树脂槽。
-
盖上树脂槽,避免环境光线固化树脂槽中的液态树脂。
-
确保只使用推荐的工具来操作树脂槽,以免划伤树脂槽底部。

Form 4/B 树脂槽配有可重复使用的盖子。

在处理树脂(如使用 Form 3 树脂槽)时,请戴上手套。
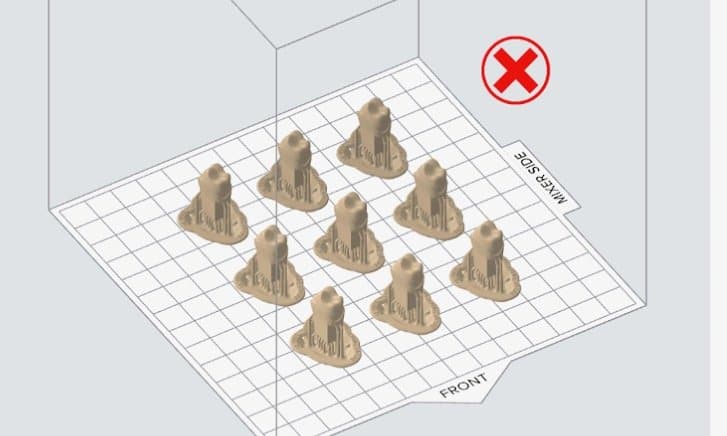
#9:优化开始时间
Formlabs SLA 打印机使用自动树脂分配系统,可以自动填充树脂。这种工艺非常适合在打印时保持树脂槽中存有树脂。
Form 4 系列打印机的树脂填充速度快 5-10 倍,而且整个构建平台的打印时间相近,无论是打印一个还是多个部件对速度并无影响。因此,打包构建平台可以在相似的速度下打印更多部件,从而优化打印时间。
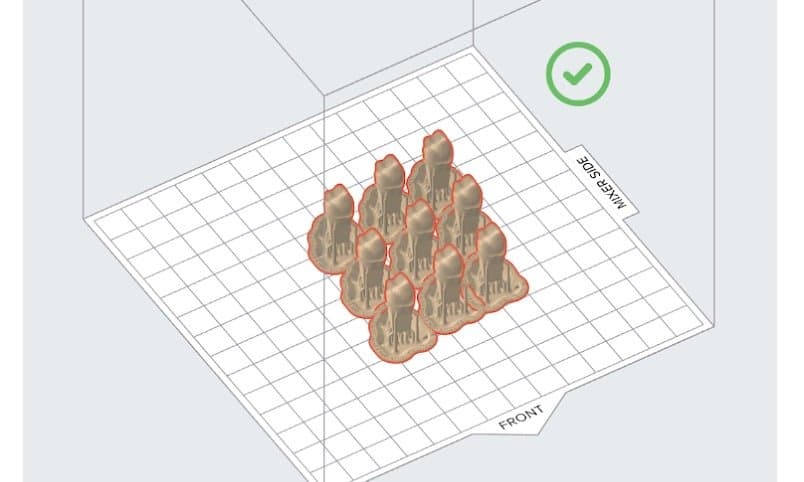
Form 3 系列打印机从树脂槽右侧开始打印,因此将部件放置在靠近 PreForm 中称为“MIXER SIDE(混合器侧)”的一端通常会缩短打印时间。将部件放置在一起(尤其是在 X 轴上)会缩短 Light Processing Unit (LPU) 的移动距离,从而减少打印时间。如需查看这种效果,可以点击 PreForm 中的“time estimate(预计所需时间)”按钮,查看不同部件定向的估值变化。
SLA 3D 打印也为逐层打印流程,因此将部件定向为较低的 Z 轴高度,可以减少打印层数并缩短打印时间。
#10:保持学习心态
3D 打印的最大优势之一是,错误的代价远低于其他制造方法。如果部件并未按计划完成,可以随时利用设计和生产方法重试。树脂可能是一种沉没成本,但其成本远远低于传统模具工作流程中的错误成本。在学习如何优化设计、打印定向、支撑位置和材料选择的过程中,需要投入时间与打印机进行磨合,根据错误选择积累经验,这样才能磨练出优异的打印结果。
在这个学习过程中,诸多资源可供您随时选择:Formlabs 网站中提供网络研讨会、白皮书和指南,其中涵盖从设计到后处理的全部内容。除了 Formlabs 自有资源,Formlabs 用户社区也是一个巨大的知识宝库。请您的销售联系人为您联系在类似应用或行业中工作的人员,或者参加 Formlabs 用户峰会或 The Digital Factory 等活动,与能给您启发或指导的客户会面。使用社交媒体群组或 Formlabs 论坛进行交流、分享技巧或提问。
多年前,Formlabs 首次推出了工业级 SLA 3D 打印工作流程,在日渐成长的过程中,我们也在不断学习(就像我们的用户一样)。3D 打印使迭代过程变得更出色、更彻底、更快速,这既适用于打印本身的学习过程,也适用于部件的设计变更。
如需与您所在行业的专家交流,或与其他用户联系,请联系我们的销售团队。如需了解 Form 4 系列 3D 打印机,请访问我们的网站。