
复合材料部件制造
复合材料部件制造
复合材料是一种高度通用且高效的材料,由两种或两种以上的材料组合而成,具有更高的强度、效率或耐用性等优良特性。 复合材料由纤维或颗粒增强材料和由聚合物、金属或陶瓷组成的基体结合而成。树脂也可用于将这些纤维粘合在一起,形成刚性复合材料。纤维增强复合材料 (FRP) 占据着市场主导地位,推动了各行各业新应用方式的增长。
FRP 制造是一种技术要求很高的劳动密集型工艺,在一次性和批量生产中均适用。根据部件的尺寸和复杂性,其循环时间从 1 小时到 150 小时不等。在 FRP 制造中,连续的直纤维在基体中连接在一起,形成单独的层,然后逐层叠加到最终部件上。
纤维掺入过程对部件的性能有很大影响。热固性树脂与增强材料一起在工具或模具中成型,并固化以形成坚固的产品。有多种层压技术可用,可分为三种主要类型:
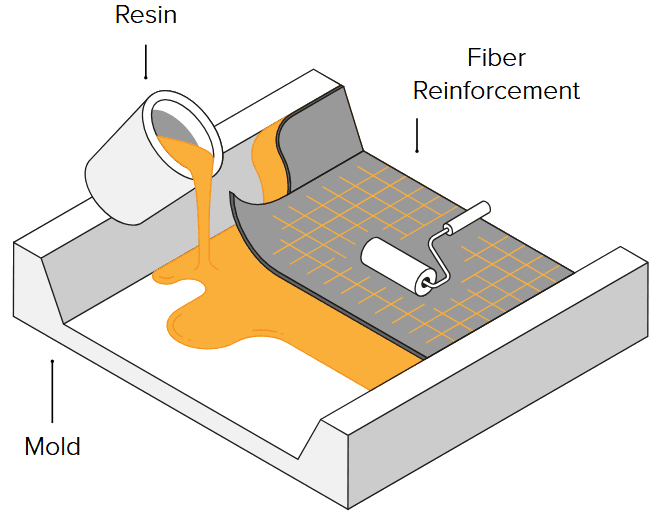
湿敷
纤维被切割并铺设到模具中,然后通过刷子、辊子或喷枪施加树脂。
预浸料
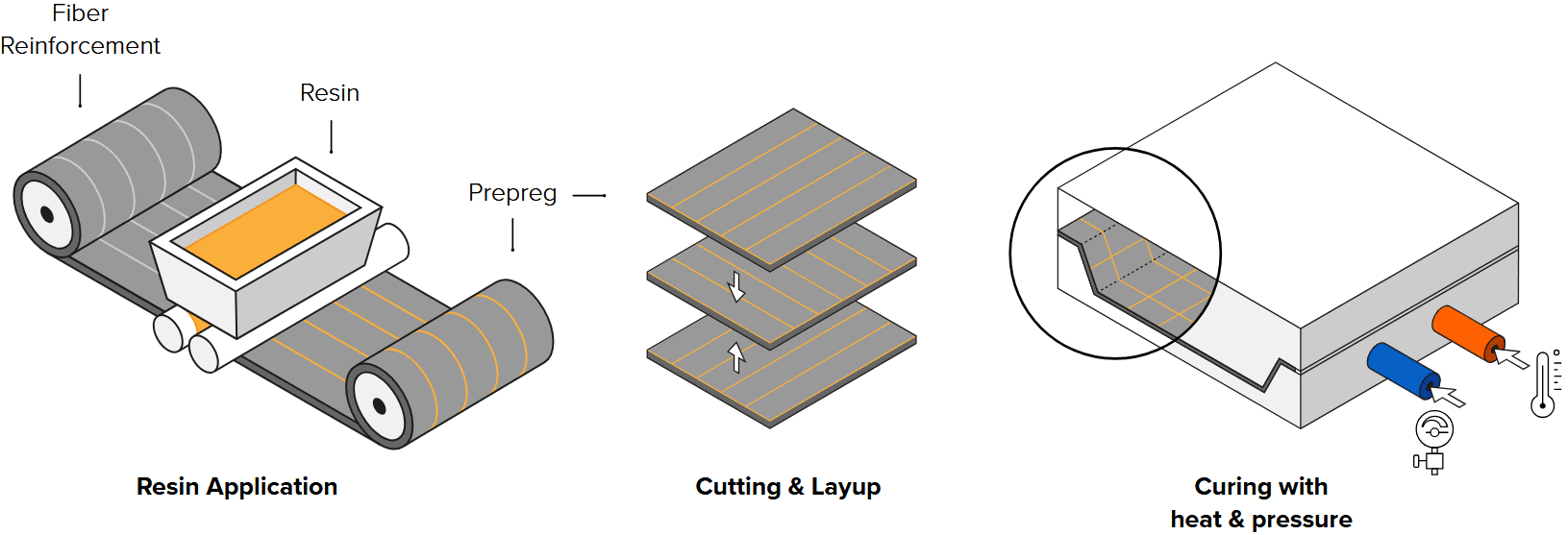
树脂会提前注入纤维中,然后冷藏以抑制固化。然后,将预浸料层压板装入模具,并在高压釜中加热加压固化。该工艺可以精确控制树脂的用量,但也是制造复合材料部件成本最高的技术。
树脂传递模塑 (RTM)
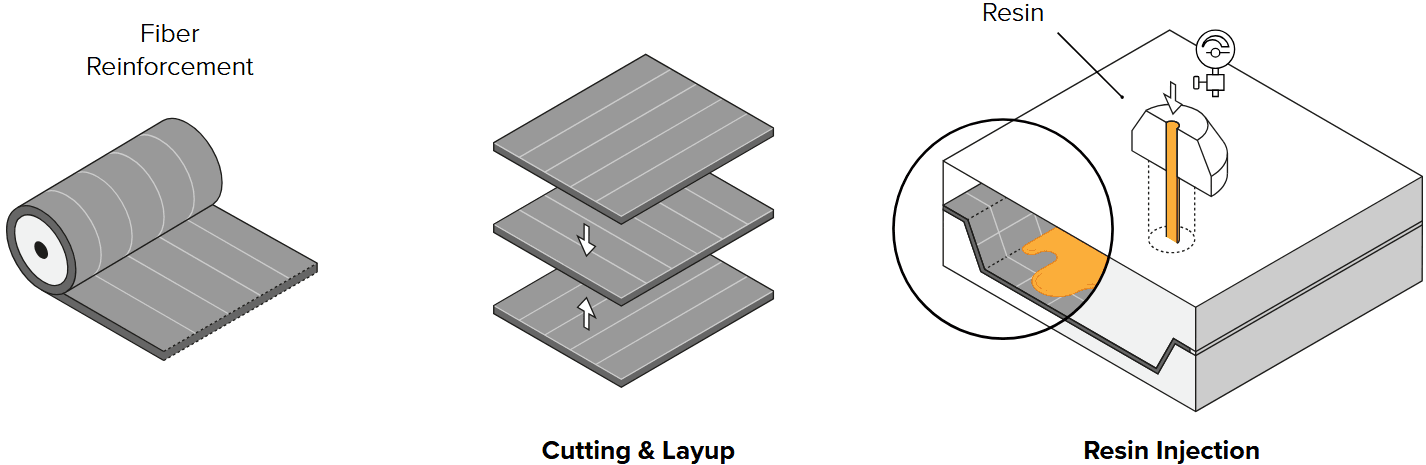
将干纤维插入一个由两部分组成的模具中。闭合模具后,利用高压将树脂压入型腔。此过程通常自动进行,可用于大批量生产。
用于 FRP 制造的模具大多由蜡、泡沫、木材、塑料或金属制成,并通过 CNC 加工或手工制作。无论是手动还是 CNC 加工流程都需要熟练工人,且在设计迭代和模具调整方面几乎没有灵活性。3D 打印则提供了一种以低成本快速生产模具和模型的解决方案。用内部打印的塑料部件代替金属工具可以缩短生产时间,扩大设计灵活性。
Formlabs 推荐材料
3D 打印技术可制造表面光洁度极高的部件,这对于叠层模具来说至关重要。该技术可实现高精度的复杂几何结构。Formlabs 的树脂和粉末产品组合中包含机械和热性能与模具和模型制造相匹配的工程材料。
| 材料 | 工艺 | 详情 |
|---|---|---|
| High Temp Resin | 预浸料 | 在 0.45MPa 负载下的热变形温度 (HDT) 为 238°C。能够承受高压灭菌器的高温高压。在操作过程中具有良好的刚度以保持形状,并且细节丰富。 |
| Tough 1500 Resin | 湿层压 | 拉伸模量为 1.5GPa,断裂伸长率为 51%。在铺层过程中具有足够的强度和支撑力,但在固化后具有足够的柔韧性,可以将部件从模具中分离出来。 |
| Tough 2000 Resin | 湿法铺层 | 比 Tough 1500 Resin 更坚固,是较大部件的良好选择。 |
| Rigid 10K Resin | 湿法铺层 预浸料 | 热变形温度 (HDT) 为 218°[email protected],拉伸模量为 10000MPa。坚固、极其坚硬且热稳定的成型材料,可在压力和温度下保持形状。 |
| Nylon 12 Powder (SLS) | 湿法铺层 | 抗冲击、精细度高、尺寸精度高。高刚性和耐用性。 |
设计注意事项
在为复合材料部件制造设计打印部件时,请遵循 Formlabs 的增材制造最佳实践以及模具设计的一般规则。
一般指导原则:
- 设计部件时应有 2°–3° 的拔模角度
- 圆角
- 设置适合材料厚度的最小半径,以帮助纤维在角落对齐,同时避免空气夹杂,并制造出质量可重复的部件
- 为需要精确对齐的模具添加定位销和凹痕
- 包括表面超出部分
- 添加修整线
打印注意事项
按照 Formlabs 关于模型定向的最佳实践进行操作,避免在成型表面打印支撑结构。如果几何结构允许,可直接在构建平台上的边缘上打印扁平模具,以减少翘曲。不使用支撑结构还可以节省打印时间、减少人工操作并节约树脂。选择可以最大程度上减少悬垂结构的基本面。
- 以尽可能小的层高打印,以优化分辨率和脱模步骤。
- 避免在成型面上支撑以获得更好的表面光洁度。
后处理注意事项
遵循 Formlabs 关于清洗和后固化打印件的最佳做法。有关具体的清洗和固化说明,请参阅各个材料文档。
一般指南:
- 打磨和抛光模具表面,以减少摩擦并提高部件脱模效果。
- 使用与复合基体兼容的脱模剂,以便进行脱模。
湿铺设指南:
- 严格遵循树脂制造商的说明,并在使用前阅读安全说明书。
- 为避免混入空气:搅拌混合后等待两分钟,使空气从树脂中沉淀出来。刷完第一层树脂后再重刷一遍。如果有小气泡残留,可以在后处理步骤将其打磨掉并密封。
- 在真空袋中固化 48 小时。
- 打磨所有边缘以完成后处理。
有关湿铺工艺的更多信息,请参阅白皮书 使用 3D 打印模具制造碳纤维部件。
预浸料指南:
- 用 Kapton 胶带覆盖模具,以便在每次成型迭代时更新表面。
- 请严格遵循高压灭菌器制造商的说明,并在使用前阅读安全说明书。
- 将模具放入真空袋中,然后在高压灭菌器中进行固化。
- 使用 High Temp Resin 打印的模具可承受在 38°C 温度下缓慢固化 10 小时,或在 126°C 温度下快速固化 1 小时,而不会损坏。
- 修整边缘以完成后处理。
有关预浸料工艺的更多信息,请参阅白皮书 使用 3D 打印模具制造碳纤维部件。
最终用途建议和限制
纤维增强复合材料制造是一项令人兴奋的工艺,但过程较为复杂并需要大量劳动力。通过使用 3D 打印的模具和模型,企业可以降低工作流程的复杂性,拓展灵活性和设计可能性,并减少成本和缩短交付周期。特别适用于:
- 小批量生产具有复杂几何形状和高精度的部件。
- 低成本模具生产,用于复合材料部件制造,速度快于传统 CNC 方法。
- 快速设计迭代和部件定制。
一些限制包括:
- 并非所有 SLA 打印部件都适合在高压灭菌器中使用。使用前请查阅每种树脂的材料特性。
- 反复接触溶剂可能会导致 SLA 打印部件降解。
- 模具通常可使用 10-15 次,之后会出现磨损迹象;不建议用于大批量生产。
其他资源