
吹塑成型
吹塑成型
吹塑成型是一种快速批量生产高质量、薄壁塑料部件的方法。吹塑成型的周期时间非常短,通常在一到两分钟之间,并且对于大批量生产极具成本效益。该工艺通常用于以较低的单位成本生产数百万个相同的部件。
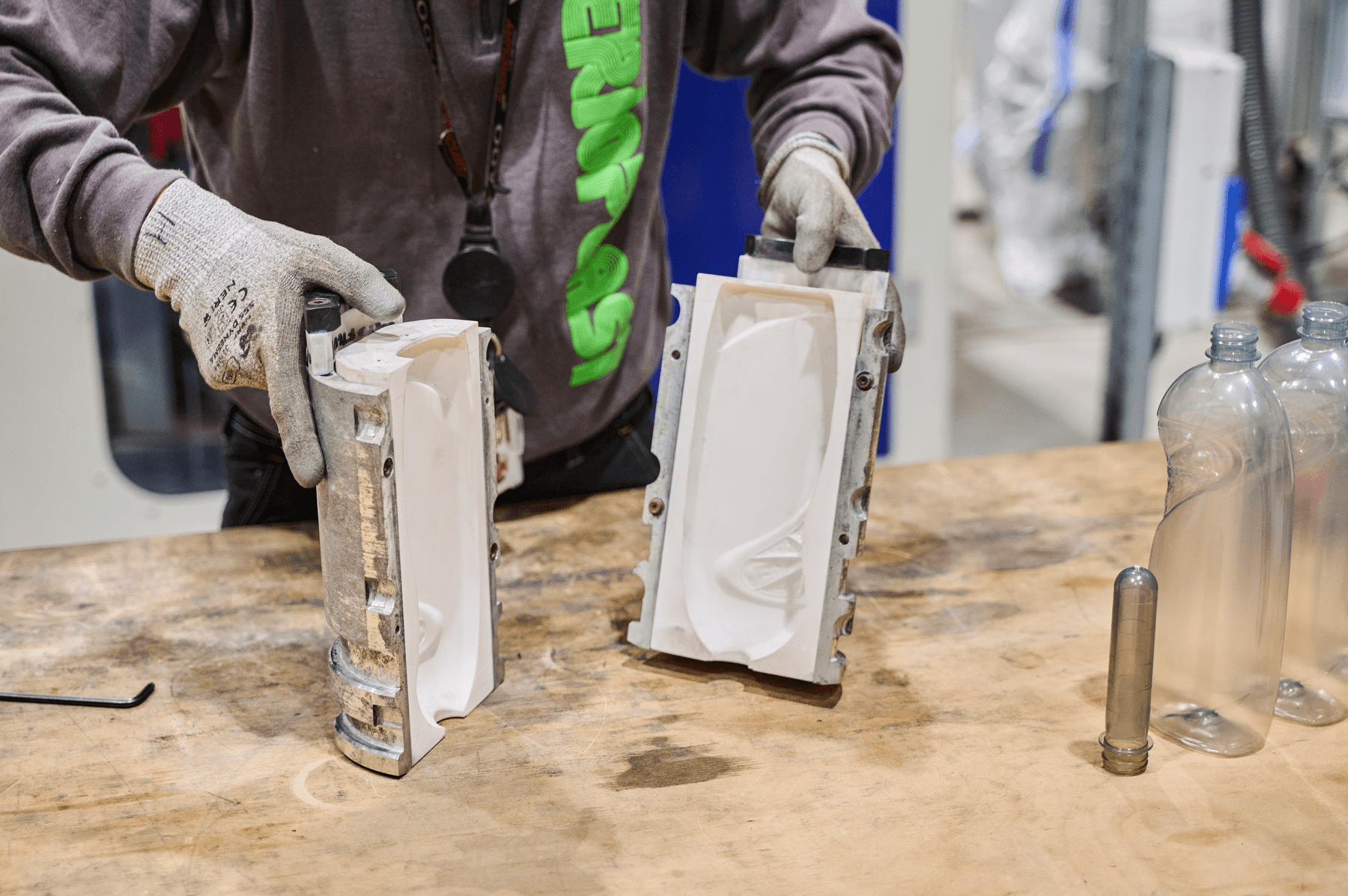
吹塑成型的原理是在模具内将加热的塑料管(称为型坯或注塑预制件)充气,直至形成所需形状。吹塑成型工艺有三种类型:挤出吹塑成型 (Extrusion Blow Molding, EBM)、注射吹塑成型 (Injection Blow Molding, IBM) 和拉伸吹塑成型 (Stretch Blow Molding, SBM)。SBM 通常用于生产高质量的玻璃透明 PET 容器,如水瓶。
SBM 模具传统上由金属通过 CNC 加工制成,此过程需要专业设备、CAM 软件和熟练技术人员。金属模具的外包生产周期长且成本高。通过内部 3D 打印,制造商和产品设计师可以低成本地快速制造工具,以便在转向批量生产之前验证设计和制造步骤。
Formlabs 推荐材料
Formlabs 建议使用 Rigid 10K Resin 来创建吹塑模具。Rigid 10K Resin 兼具强度、刚度和耐热性。Rigid 10K Resin 是一种工业级高度玻璃填充材料,在 0.45MPa 的条件下的热变形温度为 218°C,拉伸模量为 10000MPa。使用 Rigid 10K Resin 打印的模具具有良好的尺寸稳定性,适用于数百次吹塑成型,重复性高。
Rigid 10K Resin 模具已被证明可以可靠地完成每天 100-200 个部件的生产,因此非常适合在使用金属模具之前进行功能验证。
设计注意事项
在为吹塑设计打印部件时,请遵循 Formlabs 的增材制造最佳实践 制造的理想选择。
一般指导原则:
- 将模具设计为可放入吹塑机中的外壳支架内。
- Rigid 10K Resin 支持精细特征,包括小至 0.5mm 的孔。
- 在 CAD 中为模具添加表面纹理,以增强设计的真实感。
打印注意事项
- 避免在成型表面打印支撑。
- 调整模具两半的方向,确保平整。
- 打印较厚的壁部,以提高承压耐久性。
- 以 50µm 层高打印,确保高细节保真度和光滑的表面光洁度。
后处理注意事项
最终用途建议和限制
立体光固化成型 (SLA) 3D 打印是吹塑成型的绝佳选择。3D 打印模具的光滑表面光洁度和高精度可转移到最终部件上,并有助于脱模。特别推荐用于:
- 生产用于消费者测试的样品
- 验证 SBM 工艺和 PET 预制件
- 生产线的试点测试
一些局限性包括:
- 模具寿命仅限于约 1000 个部件,具体取决于几何形状、压力和热循环。
- 3D 打印模具不适合大批量生产。
- 需要精确的 CAD 设计和仔细的后处理,以满足最终模具公差要求。
其他资源