
注射成型
注射成型
注塑成型是一种经济高效的工艺,可用于批量生产公差严格的相同部件。传统的注塑成型使用金属制成的模具,并通过 CNC 加工或电火花加工进行加工,需要专用设备、高端软件和熟练工人。
3D 打印使用户能够制造注塑模具,用于原型制造和小批量生产,与金属模具相比大大降低了成本和时间,同时仍能生产出高质量和可重复的部件。SLA 打印部件具有光滑的表面光洁度、高精度,并通过化学键合实现致密性和各向同性。
3D 打印模具支持多种热塑性塑料,如丙烯腈丁二烯苯乙烯 (ABS)、丙烯腈苯乙烯丙烯酸酯 (ASA)、聚酰胺 (PA)、聚碳酸酯 (PC)、聚乙烯 (PE)、聚甲醛 (POM)、聚丙烯 (PP)、热塑性弹性体 (TPE) 和热塑性聚氨酯 (TPU)。低粘度材料有助于降低压力并延长模具的使用寿命。
- 聚丙烯、聚乙烯和热塑性弹性体在数百个周期内易于加工。
- 聚酰胺或聚碳酸酯等技术性更强的塑料支持的运行次数较少。
- 热塑性聚氨酯可能会粘附在打印模具上。使用脱模剂帮助将部件从模具中分离。
Formlabs 推荐材料
Rigid 10K Resin 是一种工业级高含硅材料,是适用于各种几何形状和注塑工艺条件的理想成型材料。
Rigid 10K Resin 具有 218°[email protected] 的热变形温度 (HDT) 和 10000MPa 的拉伸模量,是一种坚固、极其坚硬且热稳定的成型材料,可在压力和温度下保持形状,从而生产出精确的部件。
另外,High Temp Resin 也适用于注塑模具。High Temp Resin 的 HDT(@0.45MPa)为 238°C,是 Formlabs 树脂中最高的,因此能够承受更高的成型温度,在薄壁和精细细节方面的性能更佳。然而,与 Rigid 10K Resin 打印的模具相比,High Temp Resin 打印的模具更脆,在压力下更容易破裂。
Grey Pro Resin 是第三种选择,仅适用于小型和少量部件。如果压力和温度较低,成型件的尺寸精度要求也并不严苛,则应选择该材料。使用 Grey Pro Resin 制作的模具在断裂前会弯曲,随着模具的使用,精度会逐渐降低。
总结可见下表,其中星号越多表示相应条件下的性能越好。
| 标准 | Rigid 10K Resin | High Temp Resin | Grey Pro Resin |
|---|---|---|---|
| 高成型温度和压力 | * * * | * * * | * |
| 高循环次数 | * * * | * | * |
| 薄壁 | * * | * * * | * |
| 降低树脂成本 | * | * * | * * * |
设计注意事项
在为注塑成型设计打印部件时,请遵循 Formlabs 的增材制造最佳实践以及注塑模具设计的一般规则。
一般指导原则:
- 设计部件时应有 3° 至 5° 的拔模角度
- 保持部件的壁厚均匀
- 圆角边缘
- 在模具上预留余量(最小 0.5mm),并通过后处理调整尺寸。
Formlabs 建议在生产前打印一套模具,以了解尺寸偏差。编辑 CAD 模型,以考虑模具设计中的这些偏差。
延长模具使用寿命:
- 开浇口以减少模腔内部压力。
- 堆叠的一侧设计为平面,另一侧则为设计面。这样可以减少模具夹紧时的错位机会,降低溢料风险。
- 从型腔边缘到模具边缘设置大型通气口(0.05mm 深),以便更好地流入模具,减少压力,并减轻浇口区域的溢料,从而缩短周期时间。
- 避免薄截面:表面厚度小于 1-2mm 的部件可能会因受热而变形。
- 设置冷却通道以监测工具温度。
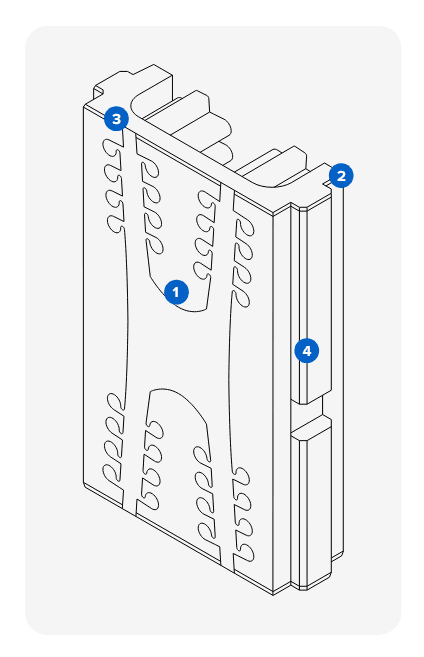
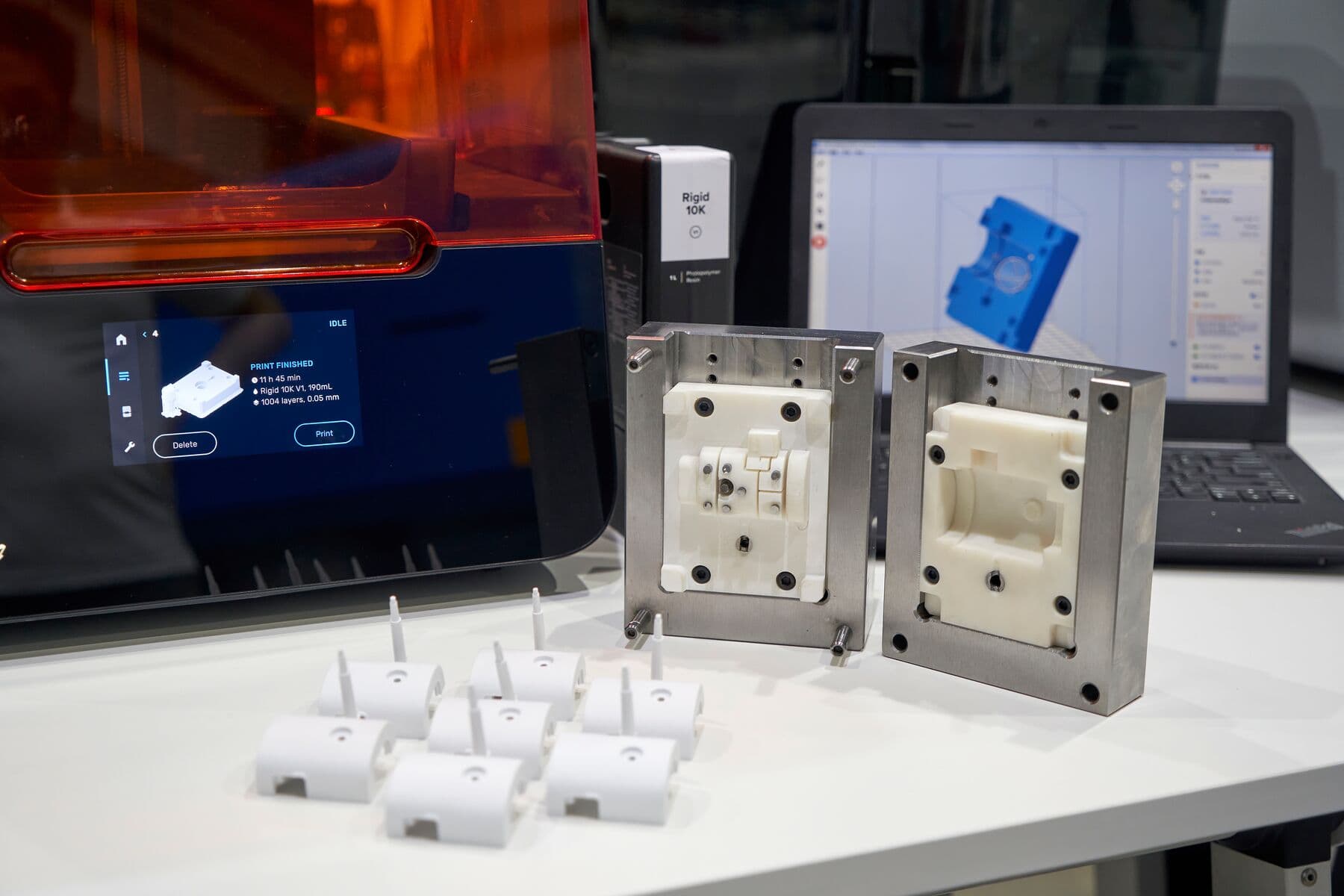
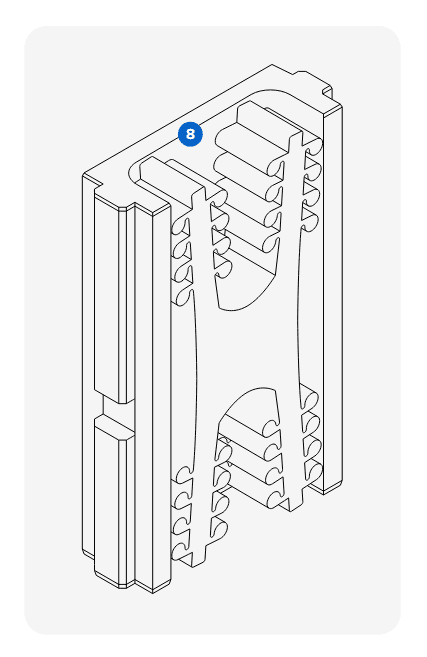
优化打印件:
- 增加倒角有助于从构建平台上取下工件。
- 构建装配特征或在拐角位置添加定心销。
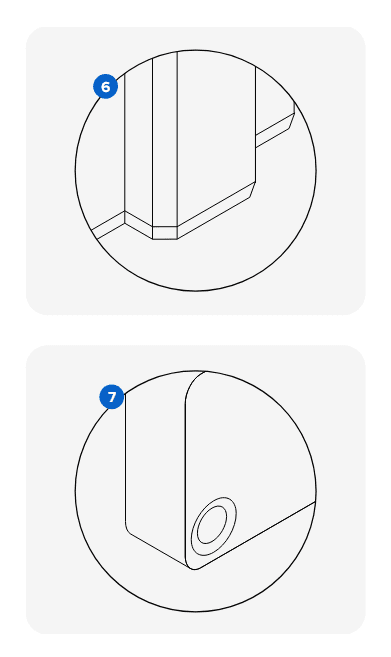
- 减少不支撑型腔区域的横截面,以节省材料成本并降低打印失败或翘曲的风险。
打印注意事项
遵循 Formlabs 的模型定向最佳实践,避免在成型表面打印支撑。如果几何结构允许,可直接在构建平台上的边缘上打印扁平模具,以减少翘曲。不使用支撑结构还可以节省打印时间、减少人工操作并节约树脂。选择可以最大程度上减少悬垂结构的基本面。
- 打印模具的两个半部时,应根据成型方向进行对齐。潜在的尺寸变化将更加一致,从而提高分型线的质量。
- 支撑所有无悬垂结构的模芯,特别是小尺寸模芯。
- 以 25-50µm 的打印层高进行打印,以确保尺寸精度和塑料部件从模具中顺利脱模。
- 打印多个模芯以防断裂。使用可互换的叠模进行新的循环,同时冷却其他组模具,以减少冷却时间,补偿塑料模具导热率低的不足。
后处理注意事项
遵循 Formlabs 关于清洗和后固化打印件的最佳做法。有关具体的清洗和固化说明,请参阅各个 材料文档。
- 完成打印模具,以满足直径和外表面等关键尺寸要求。
- 使用桌面级研磨机、钻机或手动打磨,有助于将两个半模配合在一起,避免溢料。
- 对于较薄的悬垂部件,请使用带有金属嵌件的 3D 打印型芯,以防止断裂。
为了延长 3D 打印模具的使用寿命,Formlabs 建议:
- 降低夹紧力。
- 保持较低的注塑压力和速度,特别是在初期。逐步增加注塑参数。
- 将工具温度保持在 60°C 以下。加快冷却速度:
- 让环境空气冷却模具。
- 使用压缩空气冷却模具。
- 在设计中加入冷却通道。
- 可以对部分热塑性工艺件使用脱模剂。脱模剂广泛可用 硅树脂脱模剂与 Grey Pro Resin、High Temp Resin 和 Rigid 10K Resin 兼容 树脂。
最终用途建议和限制
3D 打印是快速经济地制造注塑模具的有力解决方案。特别推荐用于:
- 后期功能原型开发,使用最终材料
- 产品验证
- 小批量生产
尽管 3D 打印模具在适当使用时可以提供优势,但仍然存在局限性。3D 打印聚合物模具的性能能力与机械加工金属模具不同。一些局限性包括:
- 尺寸精度
- 冷却时间较长
- 打印模具在热和压力下更脆弱
- 部件与模具的粘附性会导致模具在取出过程中变质
其他资源