
钣金成型
钣金成型
钣金成型是目前大批量制造部件最具成本效益的成型工艺。可以在工厂中高度自动化,也可以在金属车间中手动操作,适用于小批量部件。这是一种多功能、一致性强且高质量的工艺,可在材料浪费有限的情况下制造精确的金属部件。
钣金成型是一项设备密集型操作,需要依赖于部件的机械设备和专用工具。工具(也称为模具或模具)是成型机的一个部件,用于弯曲板材。通常情况下,制造商会通过内部 CNC 加工或外包给服务提供商,用金属制造成型工具。
虽然大型部件需要使用重型工具,但大多数金属加工车间也会生产各种需要较小弯曲力的小型部件。用内部 3D 打印的塑料部件替代金属工具进行原型制造和小批量生产,可以缩短开发时间并降低生产成本。内部打印使工程师能够快速制作金属部件原型,并迭代具有复杂几何形状的工具设计,同时减少对外包供应商的依赖。
金属成型是指对材料施加力,使其发生塑性变形,最终形成所需形状。它可以用最少的材料制造出具有高强度的复杂结构。成型包括通过模具或冲压工具进行的弯曲、旋压、拉深或拉伸等处理。
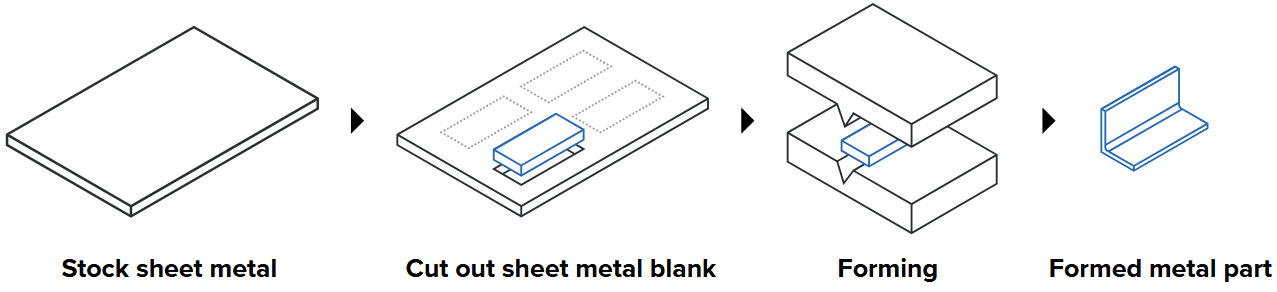
钣金成型工艺简单明了:
- 从金属原材料上切割出一张金属板,形成单个坯料。
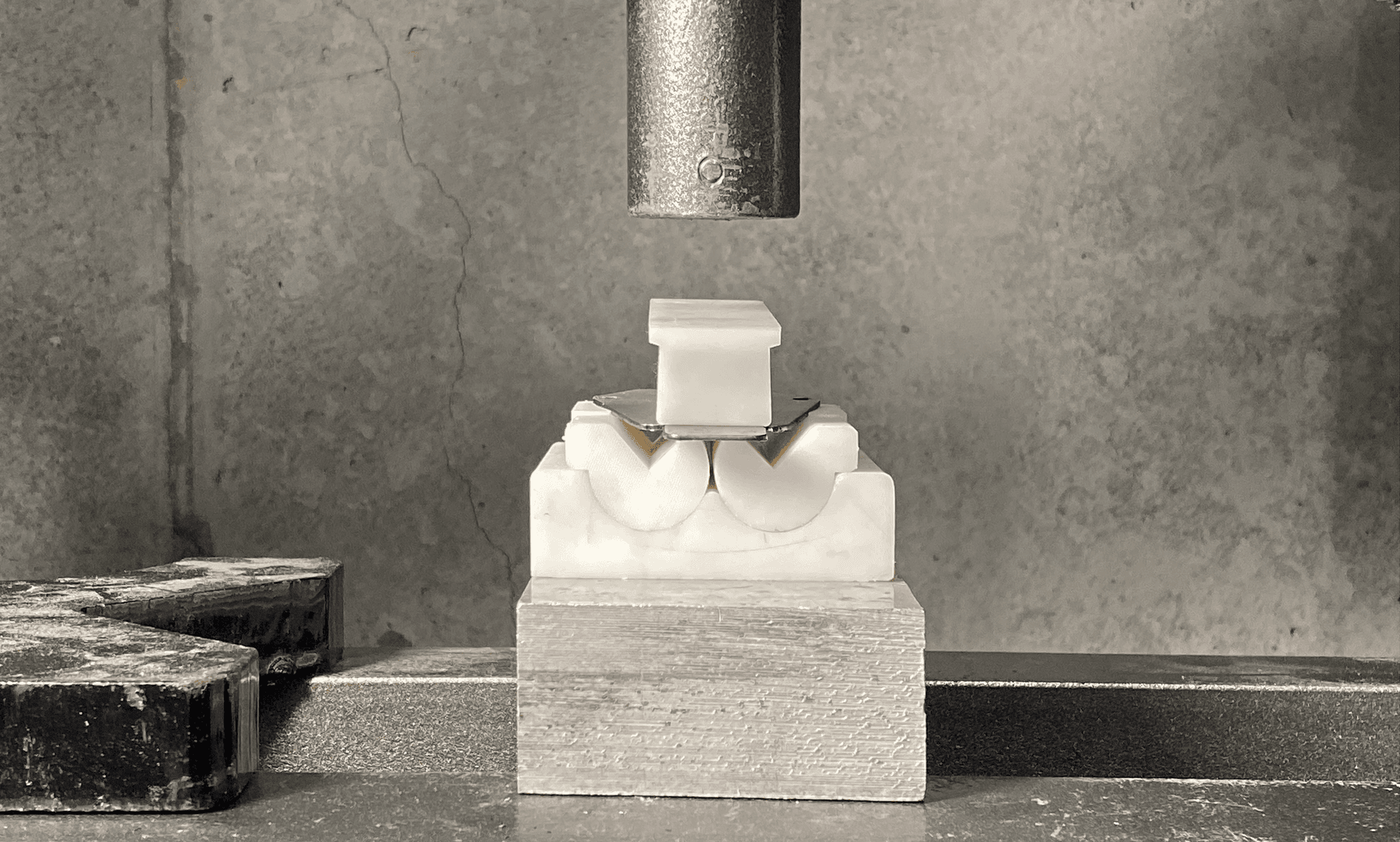
- 将坯料放置在成型机的两个模具之间。
- 在机器的高强度作用下,上模具将钣金推到相应的下模具周围,并将其弯曲成所需形状。
Formlabs 推荐材料
Formlabs 提供种类繁多的技术树脂和粉末,具有各种材料特性,可用于优化不同应用的工艺。
- Rigid 10K Resin 具有高拉伸强度 (88MPa) 和拉伸模量 (11GPa),可提供良好的刚度,帮助工具承受高负荷而不变形。
- 在涉及较低力和动态负载的情况下,Tough 2000 Resin 和 Tough 1500 Resin 是合适的选择。这些树脂可以吸收冲击能量而不会破裂,并且应能承受磨损、锤击和压花处理。
- Nylon 12 Powder 具有高拉伸强度 (50MPa),最适合打印复杂组件和耐用部件。
- Draft Resin 适用于快速验证代型几何形状。Formlabs 不建议将该树脂用于钣金成型部件生产。
设计注意事项
工具的几何形状是成型操作成功的关键。查看最终部件的 CAD 图纸时,首先要确定如何对其进行弯曲和成型。Formlabs 建议将每个特征分解为成型步骤。
一般准则:
- 在孔附近弯曲凸缘会引起变形。确保上部工具压住顶部部件的整个表面。
- 考虑金属弹性对垂直壁的弯曲影响。将板材弯曲超过 90°,形成垂直壁。
- 使用斜坡将法兰弯曲超过 90°。
- 在两个代型之间留出间隙,否则部件可能会断裂。一些 CAD 软件工具具有称为自适应的功能,可自动集成公差。
有关设计注意事项的更多信息,请参阅白皮书 如何使用 3D 打印模具进行钣金成型的快速制模。
打印注意事项
遵循 Formlabs 关于模型定向的最佳实践,避免在成型表面上打印支撑结构。如果几何形状允许,可将工具平放在边缘上,直接在构建平台上打印,以减少翘曲。
一般指导原则:
- 确保足够的支撑以防止翘曲。
- 以 50-100μm 的打印层高进行打印。
后处理注意事项
最终用途建议和限制
通过 3D 打印自制钣金工具,可以将交付周期从数周缩短至一天,为设计师和工程师提供了更大的灵活性。对于大批量生产,在塑料中制作工具原型可以让用户在投入昂贵的金属工具之前验证设计。对于短期生产,与外包部件相比,打印模具可以节省数百美元。特别推荐用于:
- 原型制作钣金部件,如支架、防护罩和法兰。
- 生产简单或中等复杂几何结构的短期生产。
- 在投资金属模具之前进行试装和验证。
一些限制包括:
- 不适用于需要极高压力的大型板材或深拉件。
- 在过大的压力下,打印代型可能会破裂。Formlabs 建议先用较薄的金属板材验证模具。
- 打印部件的抗剪切能力有限,无法进行切割或冲压模具。
其他资源