注:
如需进一步了解 True Cast Resin 的性能或特定材料属性,请参阅安全数据表 (SDS) 和技术数据表 (TDS)。请始终参阅安全数据表并将其作为主要信息来源,以了解 Formlabs 材料的安全性能和处理方法。
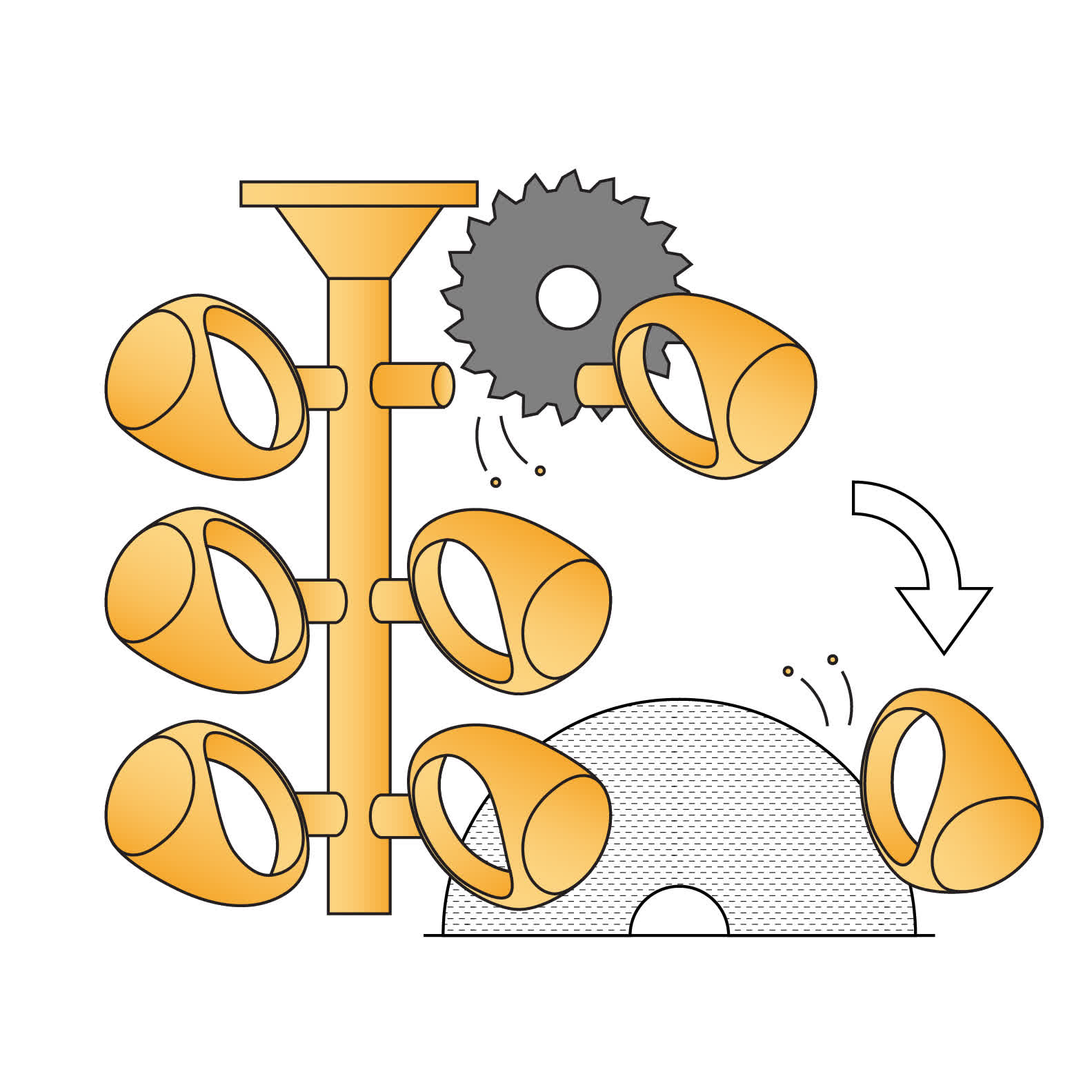
True Cast Resin 可用于精致珠宝的精密铸造以及厚度达 5mm 的复杂工程组件制造。True Cast Resin 打印的部件细节出色,表面光滑,广泛适合各种铸造工作流程和条件。
True Cast Resin 性能可靠、质量上乘、用途广泛,可适配多种燃尽时间表。低热膨胀、收缩极小、灰分含量仅为 0.03%,确保了燃烧过程充分、洁净,始终如一地提供出色的铸造效果。

注:
如需进一步了解 True Cast Resin 的性能或特定材料属性,请参阅安全数据表 (SDS) 和技术数据表 (TDS)。请始终参阅安全数据表并将其作为主要信息来源,以了解 Formlabs 材料的安全性能和处理方法。
建议用于:
不建议用于:
True Cast Resin 以 25 微米和 50 微米的打印层厚进行打印。如需获取该材料的打印技术交流,请加入 Facebook 上的 Formlabs 珠宝/铸造群组。
所需资源
Formlabs 产品:
工作流程概览
1-模型设计
在 CAD 软件中设计部件。 |
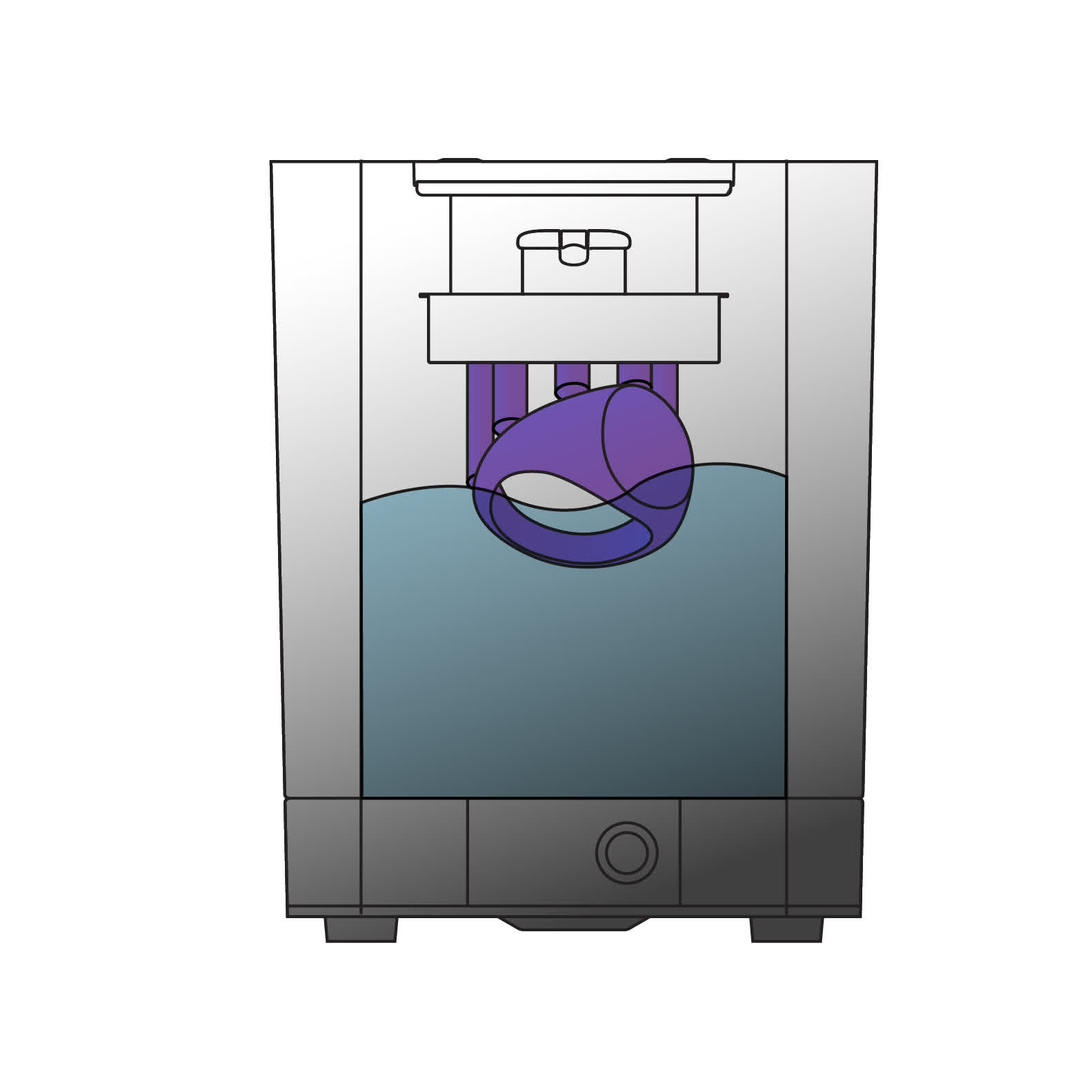
2-预热并混合树脂
在打印前对树脂进行加热并混合,以确保蜡成分完全呈液态且分散均匀。 |
3-模型打印
按照 Formlabs 的说明,使用 True Cast Resin 进行 3D 打印。 |
4-清洗模型
用 IPA 彻底清洗打印模型,以去除一切残留的未固化树脂。用干净的 IPA 对部件进行第二次漂洗,以确保模型完全清洁。部件上残留有未固化树脂可能会导致出现铸造缺陷。 |

5-使用压缩空气吹干
使用压缩空气将打印部件完全吹干。此举可确保在铸造之前部件上不会残存任何未固化的树脂和 IPA。 |

6-后固化模型
为了获得最佳铸造效果,需对部件进行后固化,以完成打印过程中开始发生的聚合反应。此举能够提高模型的强度和坚固程度,并减少铸造过程中产生的缺陷。 |
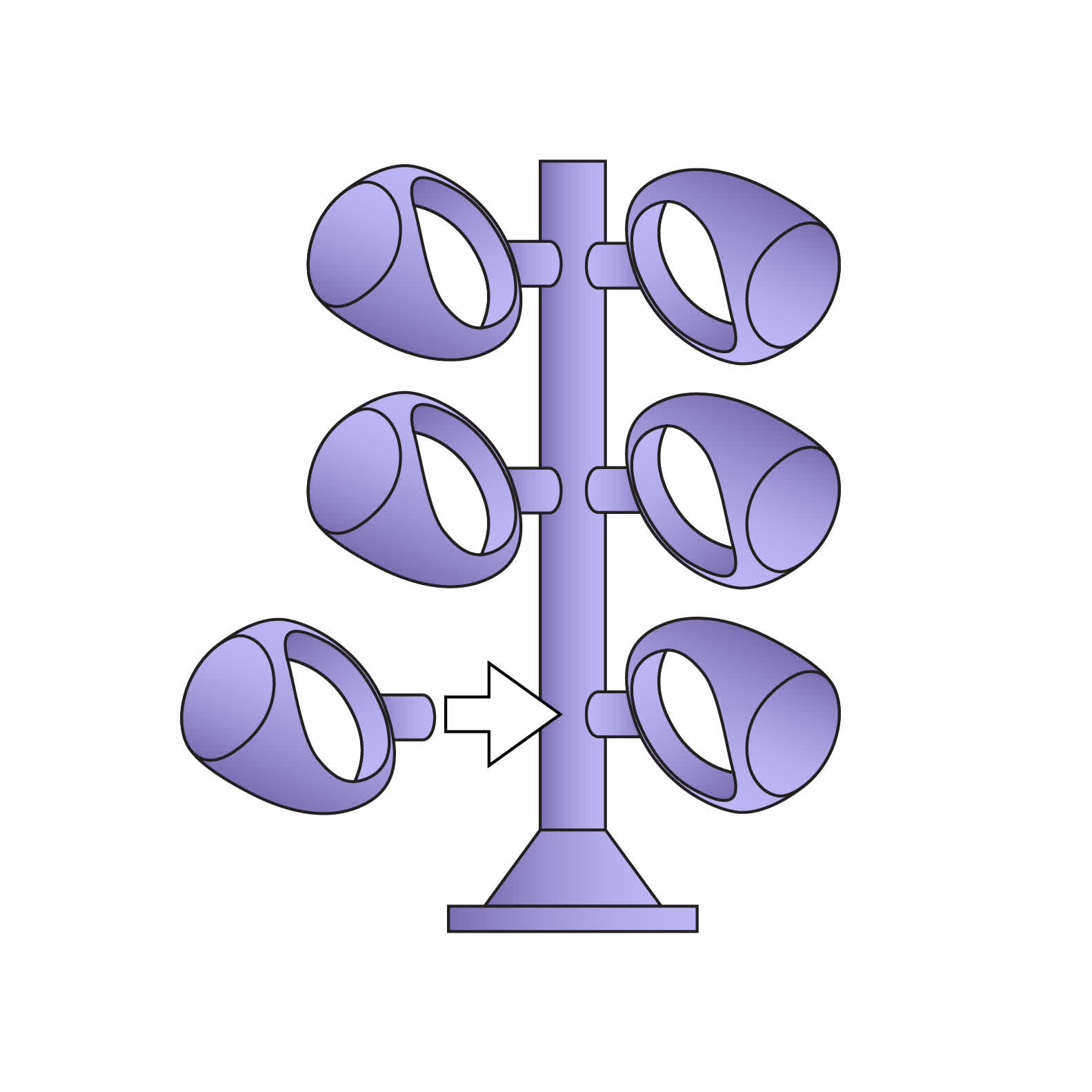
7-构建浇注树
在准备进行铸造时,请用浇道蜡将打印件粘到蜡浇注树上。将浇注树连接到铸造瓶上。 |
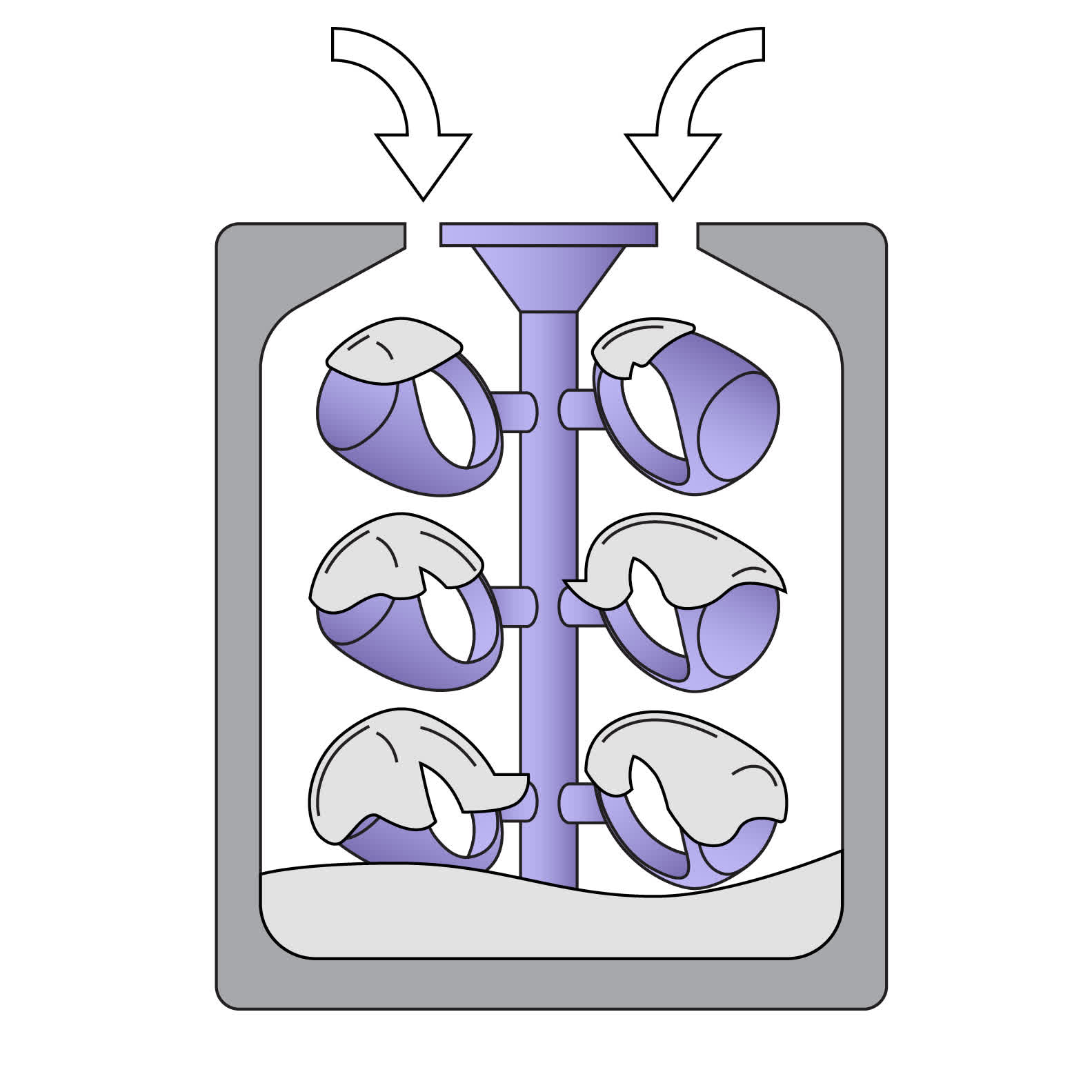
8-准备模具
按照包埋料制造商的说明将包埋料和水进行混合。慢慢地将包埋料倒入铸造瓶。 |

9-燃烧
将铸造瓶放入燃烧炉,并遵循与包埋材料相对应的建议燃尽时间表。 |
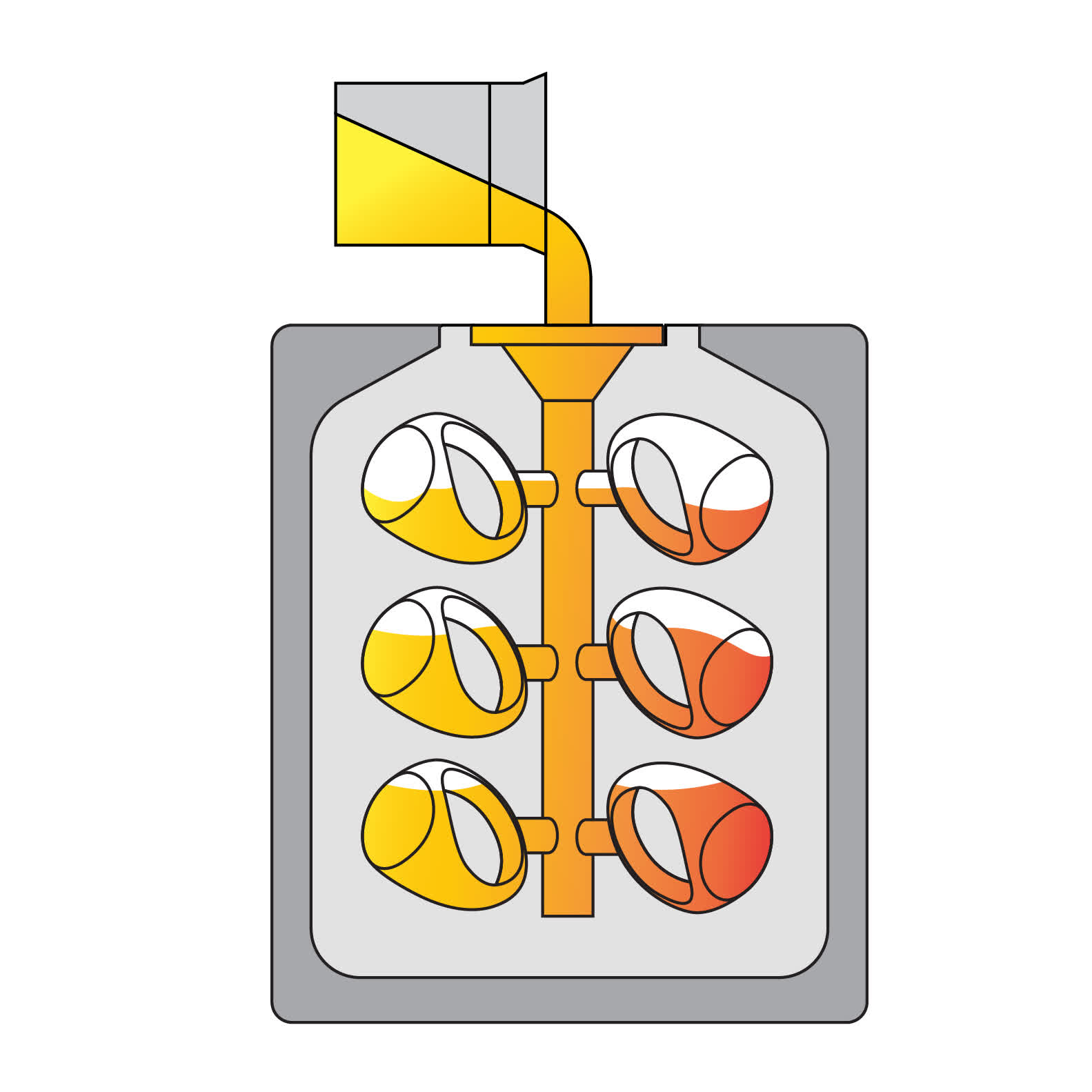
10-铸造
利用铸造瓶进行金属铸造。 |
11-回收部件
回收铸件,将其从浇铸树上移出,并在必要时用喷砂清理掉一切残余包埋料。 |
12-后处理
根据需要对部件进行后处理和精加工。 |
打印前
True Cast Resin 含有蜡成分,在室温下会逐渐固化。这是 True Cast Resin 的正常特性,并不代表树脂过期。
为防止树脂成分分离,Formlabs 建议每周或按需对料盒中的树脂进行加热处理。请选择以下任一加热方案:
注意:
不要将树脂盒直接放入水中。水浸可能会损坏 RFID 标签,导致打印机无法正常识别树脂盒。
注意:
请勿将 Formlabs 树脂盒放入微波炉中,这会损坏 RFID 标签导致打印机无法正常识别树脂盒。
树脂加热后,请用力摇晃树脂盒或树脂瓶 30 秒,让蜡质成分与树脂充分融合。经加热的树脂粘度较低易造成污染,请小心操作。
Formlabs 不建议对已在 Formlabs 树脂槽中的 True Cast Resin 重复加热。打印机在预打印过程中加热树脂槽时,树脂会变稀并液化。对于第三方树脂槽,用户可能需要在非打印期间从树脂槽中取出 True Cast Resin,防止蜡质成分凝固。
设计指南
铸造既是一种工艺技术,也是一种艺术形式。为了成功得到铸造部件,铸件的设计与材料属性同样重要。应注意每个特征的设计、包埋材料流动和打印配置。参阅 Formlabs 的白皮书珠宝 3D 打印:基础设计参数、支撑与定向 [EN] [DE] [FR] [IT] [ZH],进一步了解有关珠宝普遍特征,如爪镶、银线细工、雕刻、表面、突出文字、珠边的最佳设计参数。
打印特征建议
使用 True Cast Resin 打印时,Formlabs 建议将模型壁厚设计在 500 微米到 5 毫米之间。
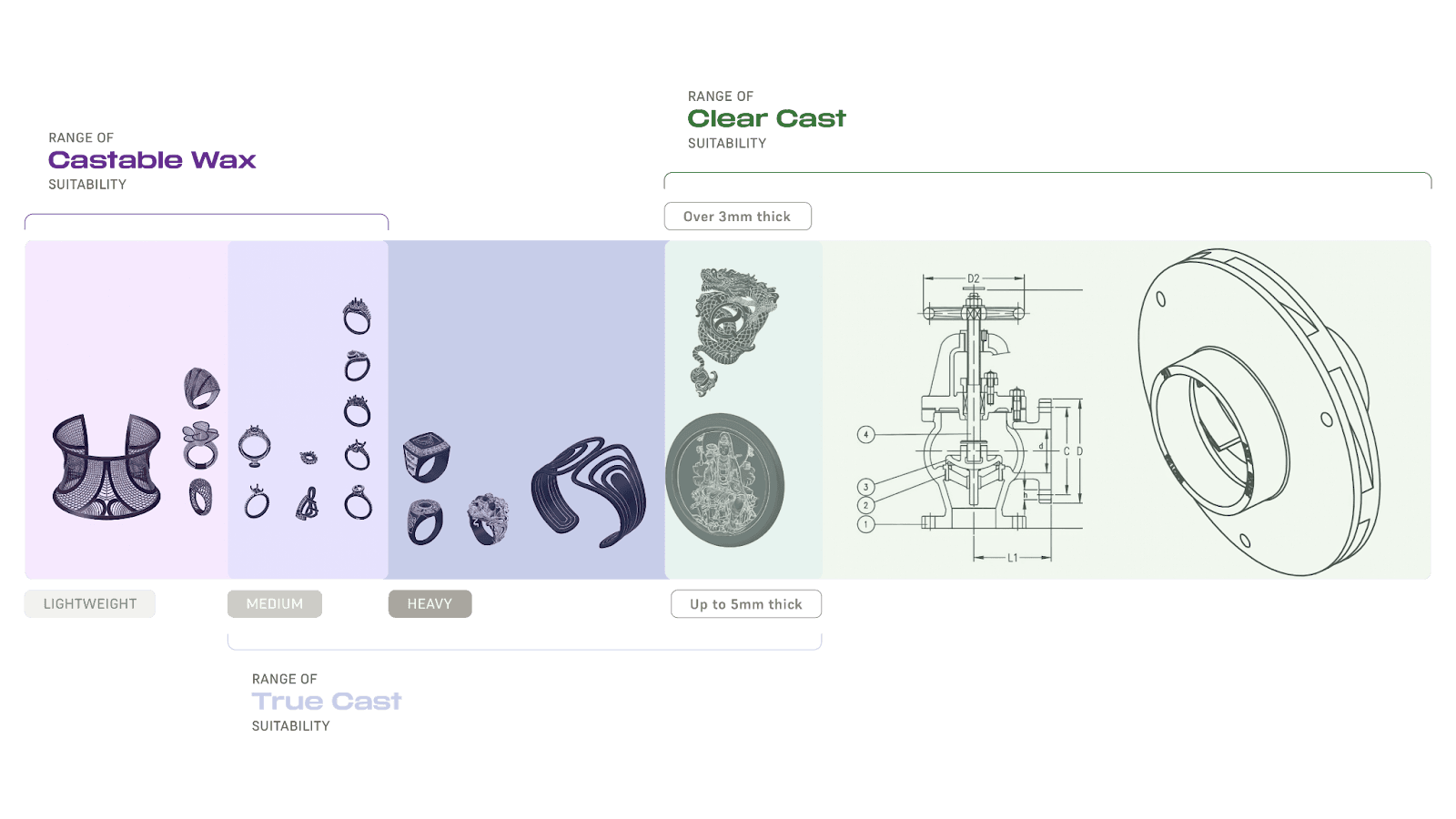
选择铸造树脂时,应综合考虑不同材料的铸造性能。对于较小的部件或细工丝线,建议选用 Castable Wax Resin。对于轻奢型至奢华型珠宝或小型工程组件,建议选用 True Cast Resin。对于大型熔模铸造,建议选用 Clear Cast Resin。
避免熔模断裂
设计模型时应保持流畅的表面过渡,尽可能避免形成尖角或锐边。锐边不仅会增加金属液紊流,还会使模具内膨胀应力集中。
而膨胀应力集中会导致熔模断裂。铸粉破裂的表现为:铸件上的雕刻、镶石孔等内凹结构被填充。铸粉破裂通常会伴随铸件表面粗糙或麻点,由铸粉碎屑导致。