
现今世界上大部分塑料产品都是通过注射成型制造而成。但是,制造模具十分昂贵且耗时。幸运的是,模具并不总是以金属为材料加工而成,而是可以通过 3D 打印得到。
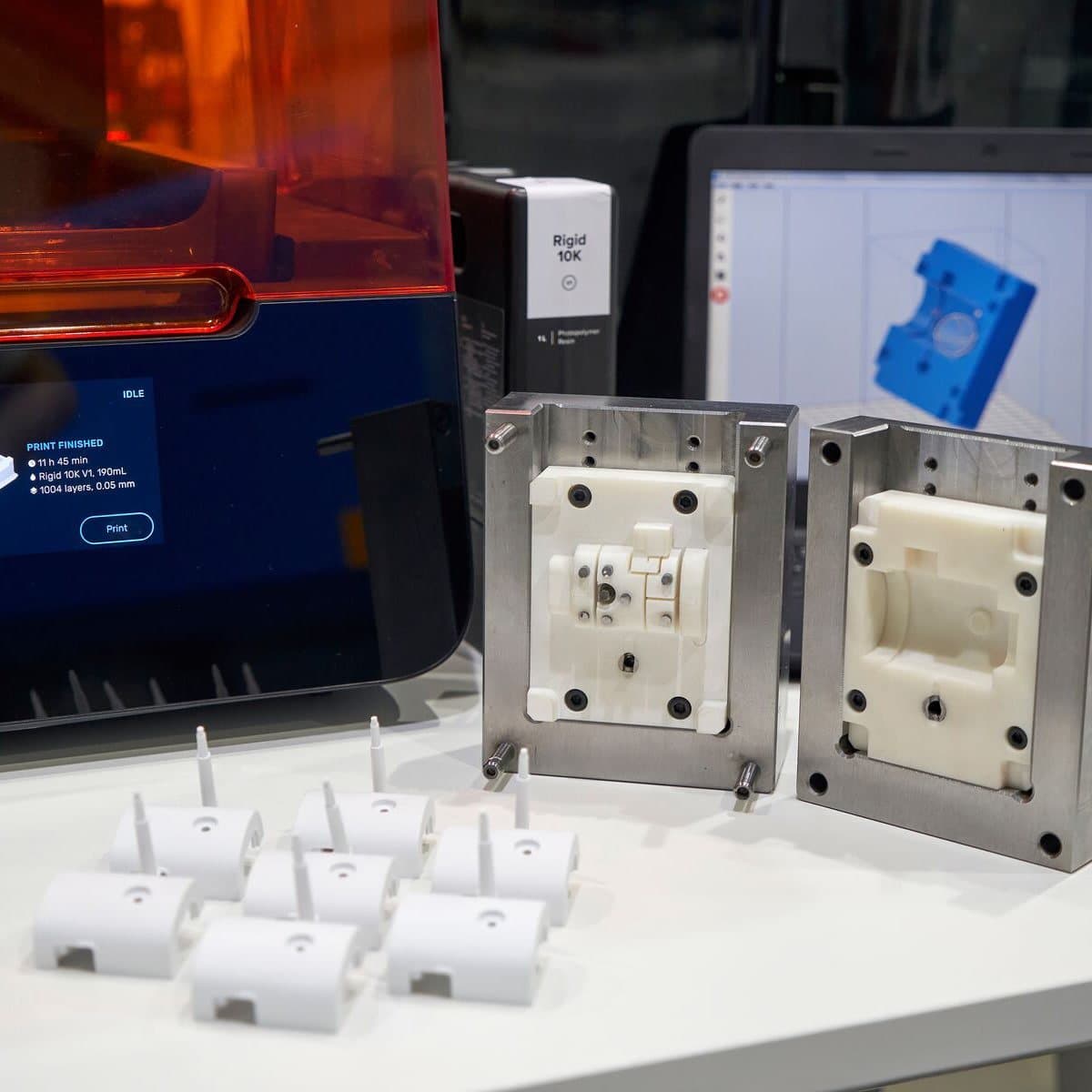
立体光固化 (SLA) 3D 打印为铝制模具生产提供了一种颇具成本效益的替代方案。SLA 3D 打印部件为全固态且具各向同性,在 0.45MPa 的条件下,其材料的热变形温度高达 238°C,可承受注射成型过程中的高温与压力。
下载我们的免费白皮书以了解如何制作 3D 打印注射模具。

快速制作小批量 3D 打印注射模具
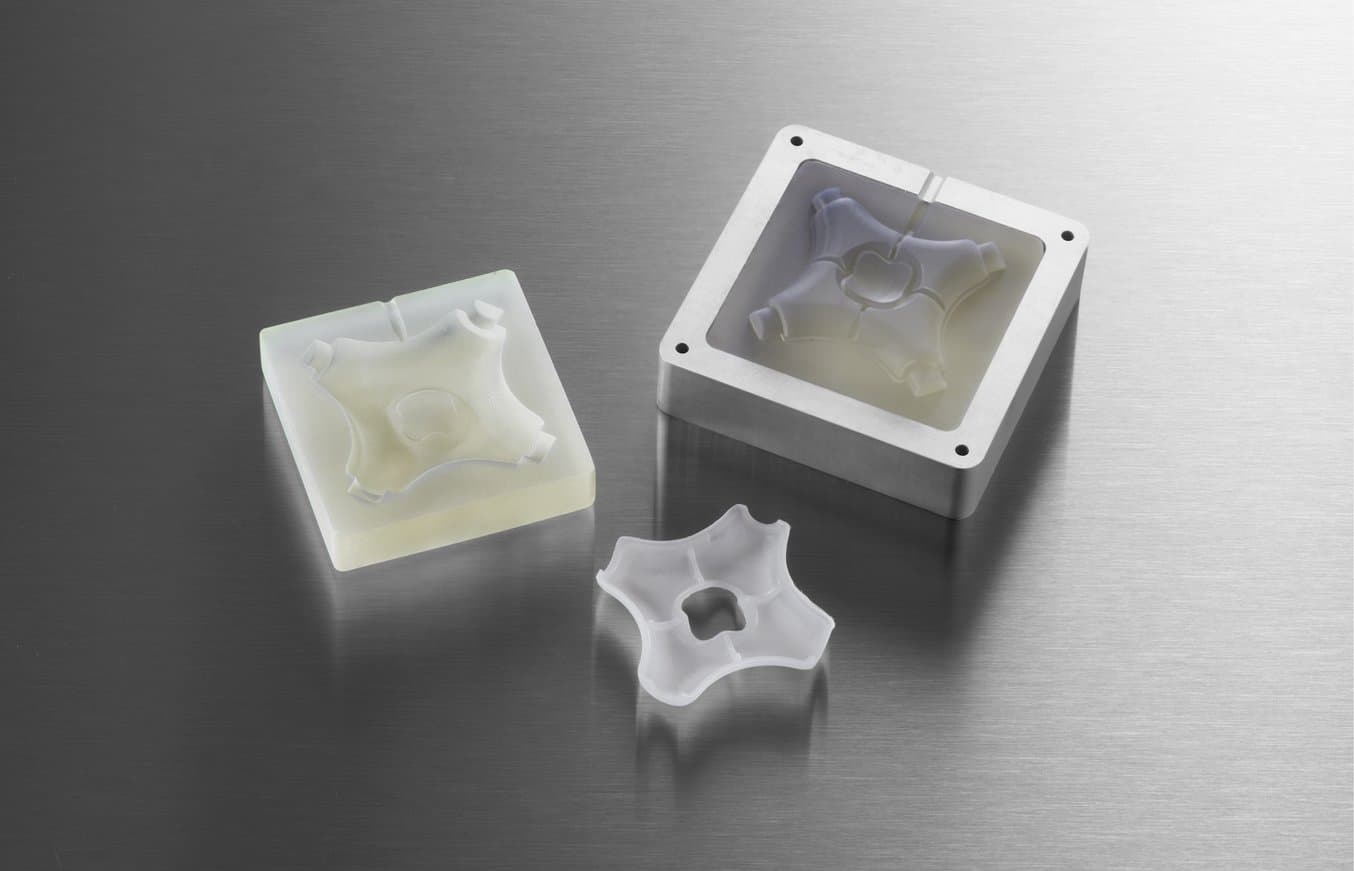
铝制框架内的 3D 打印注射模具和成品注射成型部件。
有了经济实惠的专业级 3D 打印机、耐高温的 3D 打印材料以及注射成型机器,人们可以在公司内部制作 3D 打印注射模具以制造功能性原型,并以出产塑料为材料制造小型功能性部件。对于小批量生产(约 10-1000 个部件),相对于昂贵的金属模具,3D 打印注射模具既省时又省钱。提供更加灵活的制造方法,便于工程师和设计师制造注射模具原型并测试模具配置,或轻松修改模具并以较短的周转时间和较低的成本不断进行迭代设计。
对于模具制作而言,SLA 3D 打印技术是很好的选择。其特点是打印出来的模具表面光滑且精度高,可转化成最终部件,而且便于脱模。采用 SLA 技术制作的 3D 打印件可实现完全致密且各向同性的化学粘结效果,所得功能性模具的质量让熔融沉积成型 (FDM) 工艺望尘莫及。桌面级和立式 SLA 树脂打印机(例如 Formlabs 生产的此类打印机)易于实施、操作和维护,可简化工作流程。
Formlabs Rigid 10K Resin 是一种工业级高比例玻璃填充材料,适用于在多种注射成型工艺条件下,打印各式各样的几何结构。在 0.45MPa 的条件下,Rigid 10K Resin 的热变形温度为 218°C,拉伸模量为 10000MPa,是一种坚固、极硬且热稳定性强的成型材料,因此即便受热受压,形状也依然能保持不变,从而生产出尺寸精确的部件。
Rigid 10K Resin 是打印精密注射成型模具的首选 Formlabs 材料,我们将在白皮书中通过三个案例研究展示该材料。法国 IPC 工业技术中心利用该材料开展研究,打印了数千个部件;合同制造商 Multipus 将其用于小批量生产;产品开发公司 Novus Applications 使用一个 Rigid 10K Resin 模具注射成型了数百个精密的螺帽。
如果锁模压力和注射压力并不太大,但 Rigid 10K Resin 无法承受所要求的注射温度,可以考虑使用 High Temp Resin 材料来替代。在 0.45MPa 的条件下,High Temp Resin 拥有所有 Formlabs 树脂中最高的热变形温度 238°C,也是市场上同类产品中的佼佼者,因此可以承受更高的成型温度,还能最大程度减少冷却时间。我们的白皮书将全面介绍 Braskem 公司的案例研究。这家石化公司利用一个以 High Temp Resin 为材料打印的模具嵌件,进行了 1500 次注射循环,以生产口罩带。该公司将打印出来的嵌件放入集成到注射系统中的通用金属模具内。这是适合快速进行中等批量生产的强大解决方案。
但 High Temp Resin 非常脆,如果部件结构过于复杂,很容易变形或断裂。对于某些模型,难以进行超过 12 次循环。为解决这一问题,法国的初创企业 Holimaker 改用了 Grey Pro Resin。这种材料的导热速度慢于 High Temp Resin,因此需要的冷却时间也更长,但它相对更柔软,可耐受数百次循环。
下载我们的免费白皮书以获取详细案例研究,并了解如何制作用于注射成型的内部 3D 打印模具。
案例研究:3D 打印注射模具
很多应用都可以使用 3D 打印模具进行注射成型。下载我们的白皮书,阅读其中的五个真实案例研究,您将了解如何通过这种混合制造工艺,按需制造模具,从而快速生产小批量热塑性部件:
- IPC 针对使用 3D 打印模具进行注射成型的技术研究
- Multiplus 使用 Rigid 10K Resin 3D 打印模具进行小批量生产
- Novus Applications 利用 Rigid 10K Resin 材质的三件式模具注射成型数百个螺帽
- Braskem 利用 High Temp Resin 模具嵌件在一周内制造出 3000 条口罩带
- Holimaker 使用 Grey Pro Resin 和 Rigid 10K Resin 模具生产数百个工艺部件
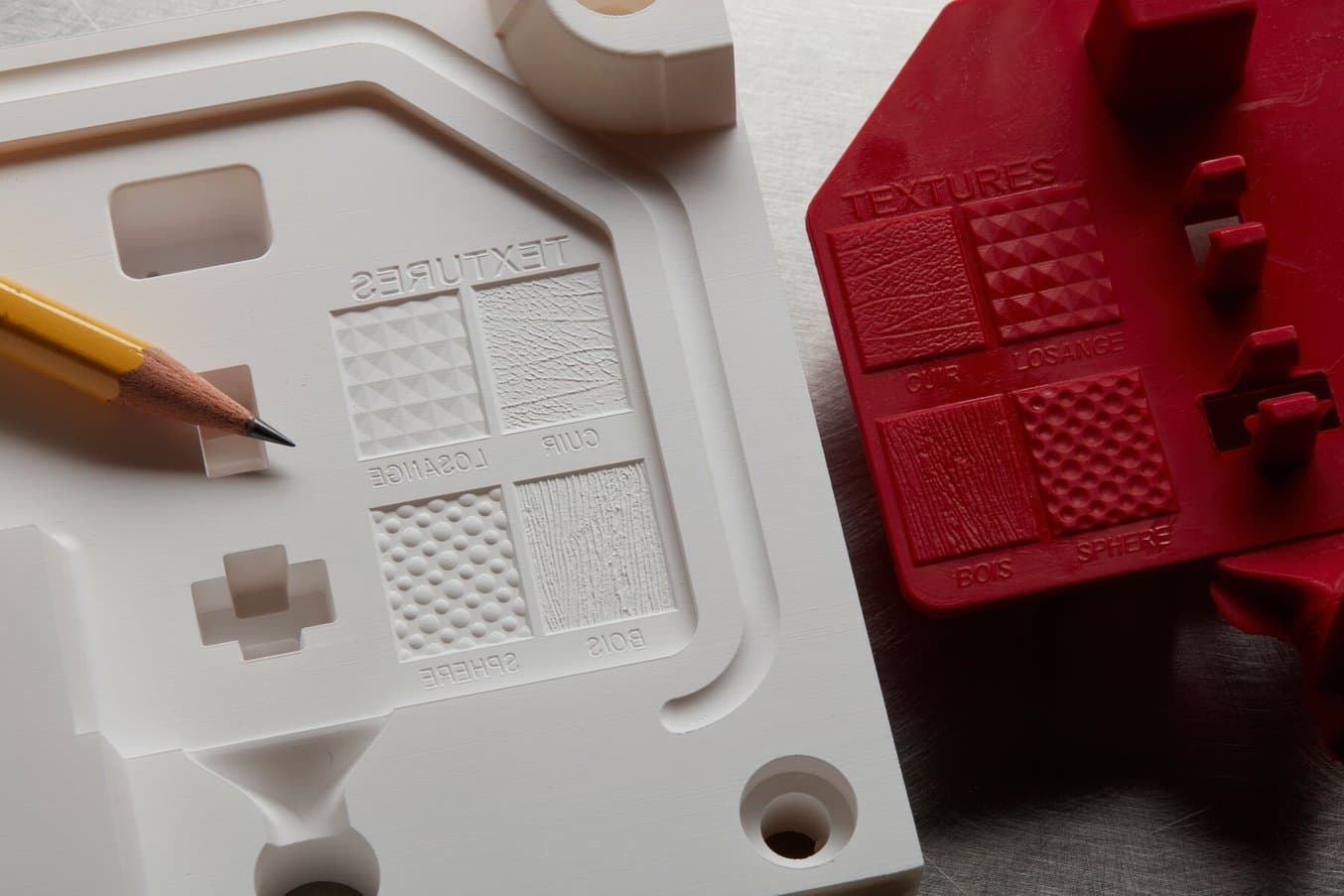
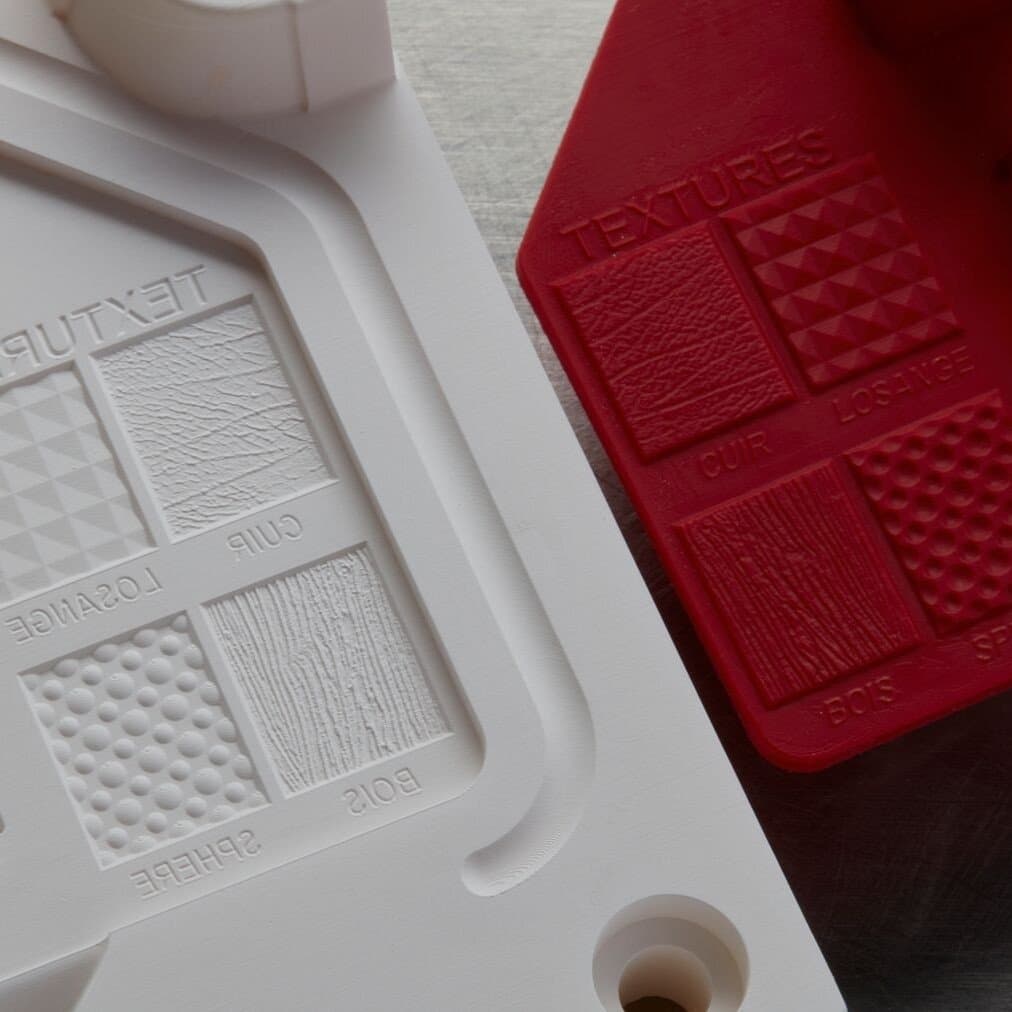
Rigid 10K Resin 3D 打印注射模具和最终成型部件上的纹理。
为 3D 打印注射模具选择合适的树脂

使用 Formlabs High Temp Resin 3D 打印的注射模具。
基于内部测试结果以及客户的案例研究,我们建议根据下表中的条件选择 3D 打印树脂。在相应条件下,三星表示树脂性能最好,一星则表示性能最差。
| 标准 | High Temp Resin | Grey Pro Resin | Rigid 10K Resin | |
|---|---|---|---|---|
| 成型温度高 | ★★★ | ★ | ★★ | |
| 冷却时间更短 | ★★★ | ★ | ★★ | |
| 高压 | ★ | ★★ | ★★★ | |
| 增加复杂几何结构的循环次数 | ★ | ★★ | ★★★ |

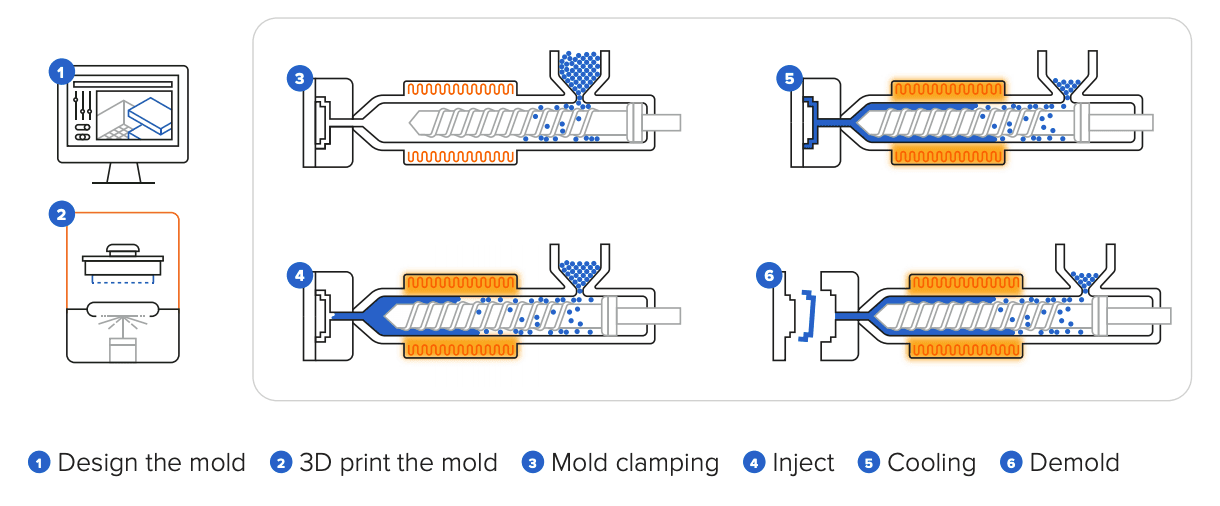
如何使用 3D 打印模具制造注射成型部件
注射成型工艺的复杂性主要取决于部件和模具结构的复杂程度。可以使用 3D 打印模具注射各种热塑性塑料,例如 PP、PE、TPE、TPU、POM 或 PA。低粘度材料有助于减少压力,延长模具使用寿命。聚丙烯和热塑性弹性体可轻松耐受大量工艺循环。而 PA 等工艺塑料可耐受的循环次数则相对较少。使用脱模剂有助于将部件从模具中分离出来,尤其是像 TPU 或 TPE 等柔性 3D 打印材料。
注射成型机类型对该过程并无明显影响。如果您不熟悉注射成型,想要先进行小范围的试验,可以考虑选择立式手动注射成型机,例如 Holipress 或 Galomb Model-B100。如果要大量生产小尺寸部件,可以考虑选择小型自动注射成型设备,例如桌面级成型机 Micromolder 或液压成型机 Babyplast 10/12。
使用 3D 打印模具完成小批量快速注射成型
有关在注射成型工艺中使用 3D 打印模具以减少成本和备货时间的指南,以及 Braskem、Holimake 和 Novusr Application 的真实案例研究,请下载我们的白皮书。
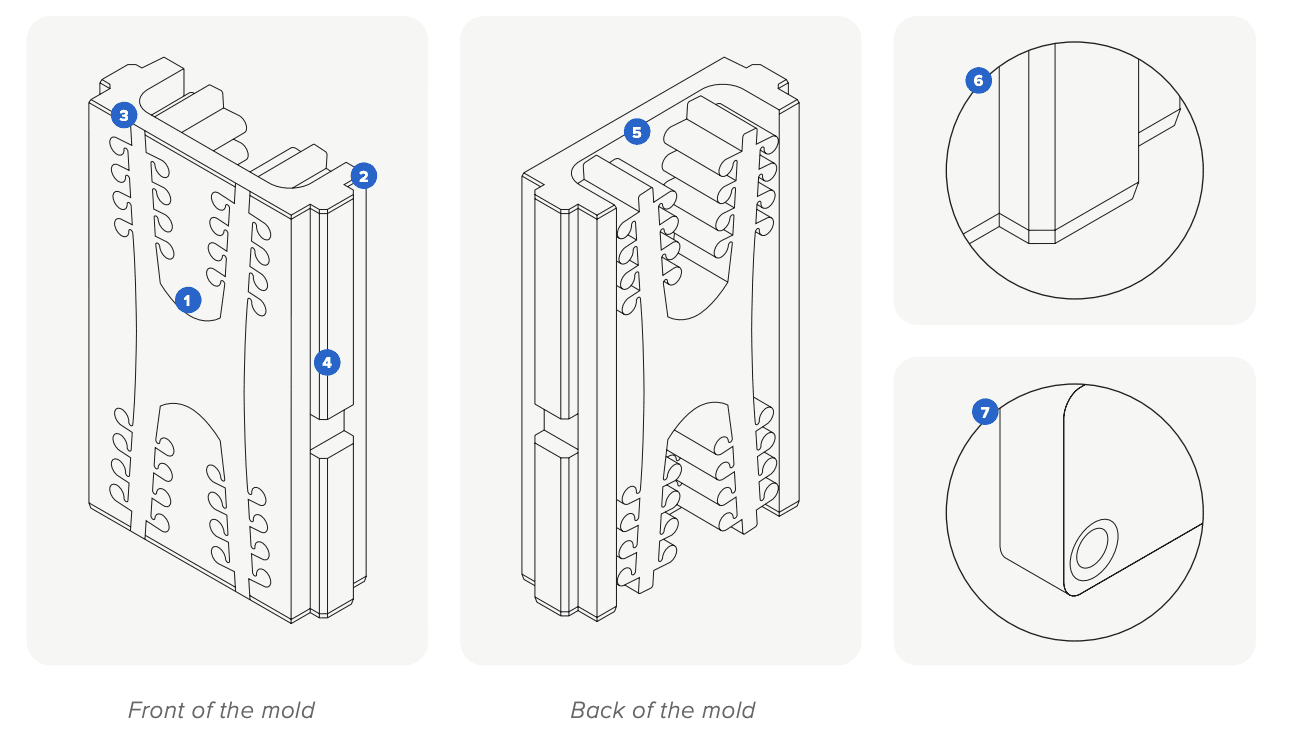
3D 打印模具设计指南
我们建议遵守增材制造设计的规范以及注射模具设计的一般规则,例如引入两度或三度的拔模角,部件壁厚保持一致或者进行修边。针对聚合物打印模具,用户和专家提供的有用建议如下:
优化尺寸精度:
- 计划好模具上的机械加工余量,并进行后处理,以调整尺寸。
- 打印一组模具以获得尺寸偏差,并在模具的 CAD 模型中对此进行说明。
延长模具使用寿命:
-
开浇口以减少模腔内部压力。
-
尽可能将叠模的一侧设计为扁平,而在另一侧进行设计。这会减少模块发生移位的可能性,并会降低溢料风险。
-
从模腔边缘到模具边缘的位置引入较大的通气孔,用于排气。这便于材料流入模具,可最大程度降低压力,并能消除浇口区域的溢料,从而减少循环时间。
-
避免横截面过薄:表面厚度小于 1-2mm 时,部件会因受热而变形。
优化打印件:
-
调整模具背面以尽量减少材料用量:减少不支撑模腔的区域的横截面大小。这可以节省树脂成本,降低打印失败或翘曲的风险。
-
增加倒角有助于从构建平台上取下工件。
-
在拐角位置添加定心销以对齐两个打印件。
如果您对工作流程有疑问,请查看我们的文章常见问题解答:使用 3D 打印模具进行注射成型。有关完整工艺流程以及其他最佳方法,请下载我们的白皮书。

3D 打印注射模具可与侧抽芯搭配使用。
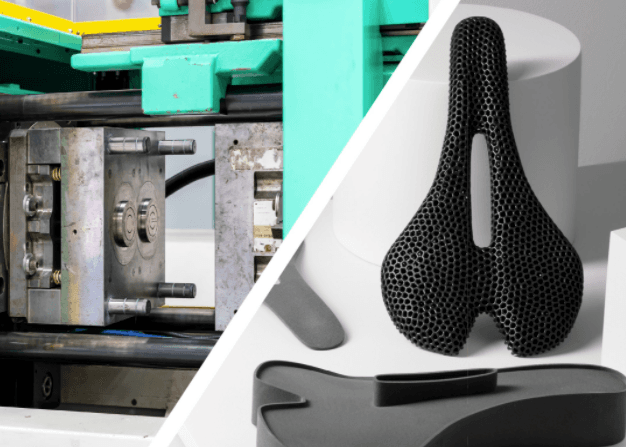
SLS 3D 打印与注射成型的比较:何时采用 3D 打印部件替换成型部件?
本白皮书展示了多个实际用例的成本动态变化情况,并提供了 SLS 3D 打印、注射成型或两者结合的使用指南。
3D 打印模具:原型制造和生产技术
不确定哪种 3D 打印解决方案最适合您的业务需求?预约一对一咨询,我们可以帮您对比不同选项、评估投资回报率,还提供试打样品等更多服务。