使用打印设置编辑器 (SLA) 创建新打印层厚
使用打印设置编辑器 (SLA) 创建新打印层厚
改变打印层厚有很多好处,无论是提高打印速度、获得更精细的特征,还是获得更光滑的表面。Formlabs 通常会针对 100μm 和 50μm 层厚调整打印设置,因为这些设置可以满足大多数常见用户需求,但您的具体应用可能需要其他设置。创建新的打印层厚也是开始学习如何利用打印设置编辑器调整 Formlabs 材料以满足您的需求的最简单方法之一。
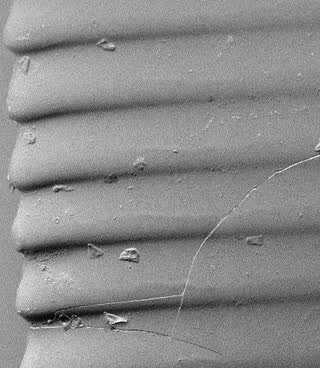
上图是以不同打印层厚打印的螺纹放大图。左侧部件的打印精度为 25 微米,右侧部件的打印精度为 100 微米。可以清楚地看到顶部表面的差异,在 100 微米处有一些阶梯状结构,但请注意,两者之间的其他表面和总体精度并无明显差异。虽然较低的打印层厚会增加打印时间,但并不一定会提高打印精度。
创建自定义打印设置
按照使用 PreForm 打印设置编辑器 (SLA)中创建自定义打印设置的说明进行操作。从 Formlabs 针对您的材料提供的打印设置开始,选择尽可能接近所需层厚的层厚。例如,如果计划创建 200 微米设置,则从 100 微米打印设置开始,或者为 25 微米设置选择 50 微米设置。这将减少必要的调试量。确保命名打印设置并进行描述,以便将来轻松查找和使用。
影响打印层厚的设置
在更改自定义打印设置的打印层厚时,通常还需要更改以下参数。有关每个参数的详细说明,请参阅 使用 PreForm 打印设置编辑器 (SLA)。
| 参数 | 说明 |
|---|---|
| 打印层厚 | 更改此参数只会改变马达在层间的移动。不会重新计算曝光量或背光强度等其他值。 |
| 模型填充曝光量 | 模型填充曝光量定义打印每个模型内部时施加的能量密度。由于每层需要固化的树脂厚度发生了变化,因此还需要更改该值进行补偿。通常情况下,这与厚度成线性比例。例如,对于原始打印设置的一半层厚,应施加一半的曝光量。 |
| 支撑填充曝光量 | 与模型填充曝光量相同 |
| 周长填充曝光量 | 与模型填充曝光量相同 |
| 悬垂填充曝光量 | 与模型填充曝光量相同 |
在不常见的情况下,您可能还需要修改以下参数:
| 参数 | 说明 |
|---|---|
| 曝光后固化等待时间 | 增加曝光后固化等待时间可以让部件更容易地从树脂槽覆膜层上脱离,并降低部件在打印过程中承受的力。 |
| 辐照度 | 辐照度或 LED 强度可以提高,以缩短打印时间。降低该值可提高打印可靠性、延长 LPU 使用寿命并减轻树脂胶化。 |
| 挤压强度 | 较小的层厚可能需要更温和的挤压动作,以防损坏部件。降低 压扁强度可以改善这种情况,尽管打印机也应自动补偿。 |
| 自定义挤压 | 如果启用了自定义挤压,则需要调整相关移动(挤压减速、最大挤压速度、挤压等待和前期层挤压等待)。对于较小的打印层厚:
|
调试设置
首次创建自定义打印设置后,使用一些代表您要打印的几何形状进行测试打印。如果可能,请从直接在构建平台上打印的部件开始,因为这样可以避免许多与支撑相关的问题。根据结果调整打印设置。大多数错误都可以通过更改几个关键参数来解决:
| |
| |
|  |
| |
|  |
|  |
教程
示例 1:为 ESD Resin 创建 150μm 层厚
为 ESD Resin 创建 150μm 层厚有助于加快打印速度,尤其是在部件几何形状相对简单时。首先,将以下参数从现有的 100 微米打印设置中更改:
- 层厚:0.100mm -> 0.150mm
- 顶面曝光量:31.4mJ/cm2 -> 47.10mJ/cm2
- 支撑接触点曝光量: 31.4mJ/cm2 -> 47.10mJ/cm2
- 支撑填充曝光量:41.3mJ/cm2-> 61.95mJ/cm2
- 模型填充曝光量:31.4mJ/cm2 -> 47.10mJ/cm2
- 前期层曝光量和偏移量:
- 条目 1:133.4mJ/cm2 -> 200mJ/cm2
- 第 2 项:31.4mJ/cm2 -> 47.10mJ/cm2
请注意,由于打印层厚增加了 50%,此处列出的曝光参数也相应增加。
初始测试打印
最初的测试打印是一组手表定位夹。选择该模型是因为它较小(42 层,16 分钟),且没有倒扣、支撑或其他可能使调试复杂化的特征。该打印没有问题,因此打印设置已准备好进行更复杂的测试。

在实际部件文件上测试新设置
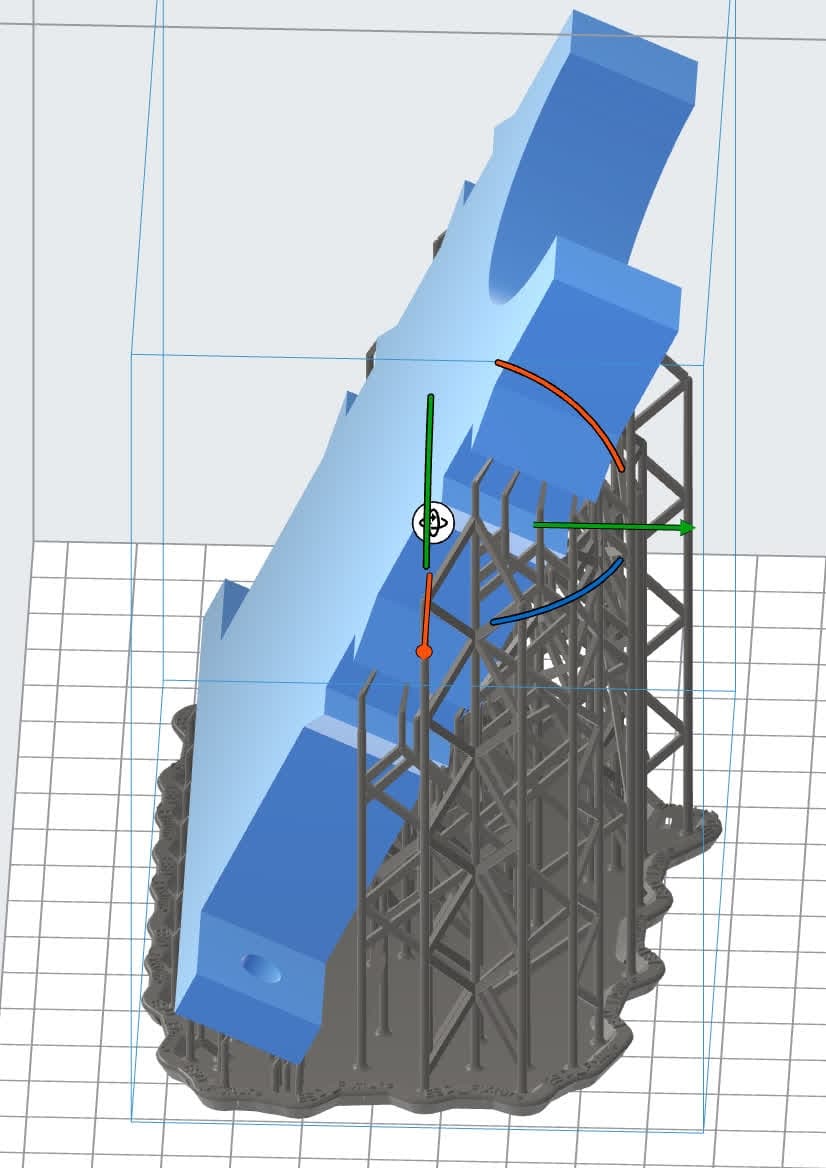
在平坦、简单的测试模型上开发打印设置有助于解决初始问题,并使新层厚能够打印,但模型可能包含会导致打印复杂化的特征,如悬垂、大面积、支撑或精细特征。在最初验证自定义打印设置后,继续监控更复杂的打印。在本例中,我们将一组手表夹子移动到一个大支架上。该支架需要支撑,使用标准 100 微米打印设置打印大约需要 5 个小时。通过将打印层厚增加到 150 微米,我们可以将打印时间缩短到 4 小时。支架使用上述参数成功打印。请注意,差异较大的模型可能需要额外调整。
示例 2:为 ESD Resin 创建 10μm 层厚
通常不建议使用极小的打印层厚。通常会涉及更大的力,这会导致层打印时间延长,并有可能损坏树脂槽,甚至损坏打印机本身。分辨率提升通常非常微小,甚至为负,因为较小的特征要么因力的增加而受损,要么因曝光不如较大层厚充分而受损。
不过,仍然有可能成功打印如此小的层,因此本示例显示了 10μm 层厚、一些相关的故障模式以及可用于将风险降至最低的参数。
首先,将以下参数从现有的 50 微米打印设置中更改。请注意,由于打印层厚减少了 80%,此处列出的曝光参数也相应减少。
- 层厚:0.050mm -> 0.010mm
- 所有曝光参数:18.4mJ/cm2 -> 3.68mJ/cm2
- 前期层曝光量和偏移量:
- 条目 1:133.4mJ/cm2 -> 不变 (0.0mm)
- 条目 2:18.4mJ/cm2 -> 3.7mJ/cm2 (0.6mm)
- 高度和偏移量不变
由于我们大幅减小了打印层厚,挤压参数也需要改为更低、更保守的值:
- 挤压减速:500mm/s2 -> 1.0mm/s2
- 在默认值下,构建平台下降到树脂中会导致压力大幅增加,从而触发打印机的碎屑检测错误。
- 前期层挤压等待时间:110s -> 120s
- 挤压等待时间:30s -> 80s
- 对于非常小的打印层厚,需要额外的时间来挤出部件下方的所有树脂。
- 最大挤压速度:60.0mm/s -> 15.0mm/s
- 这也为树脂让出构建平台和打印部件的空间留出了更多时间,从而减少了施加在它们上的力,提高了整体打印精度。
初始测试打印
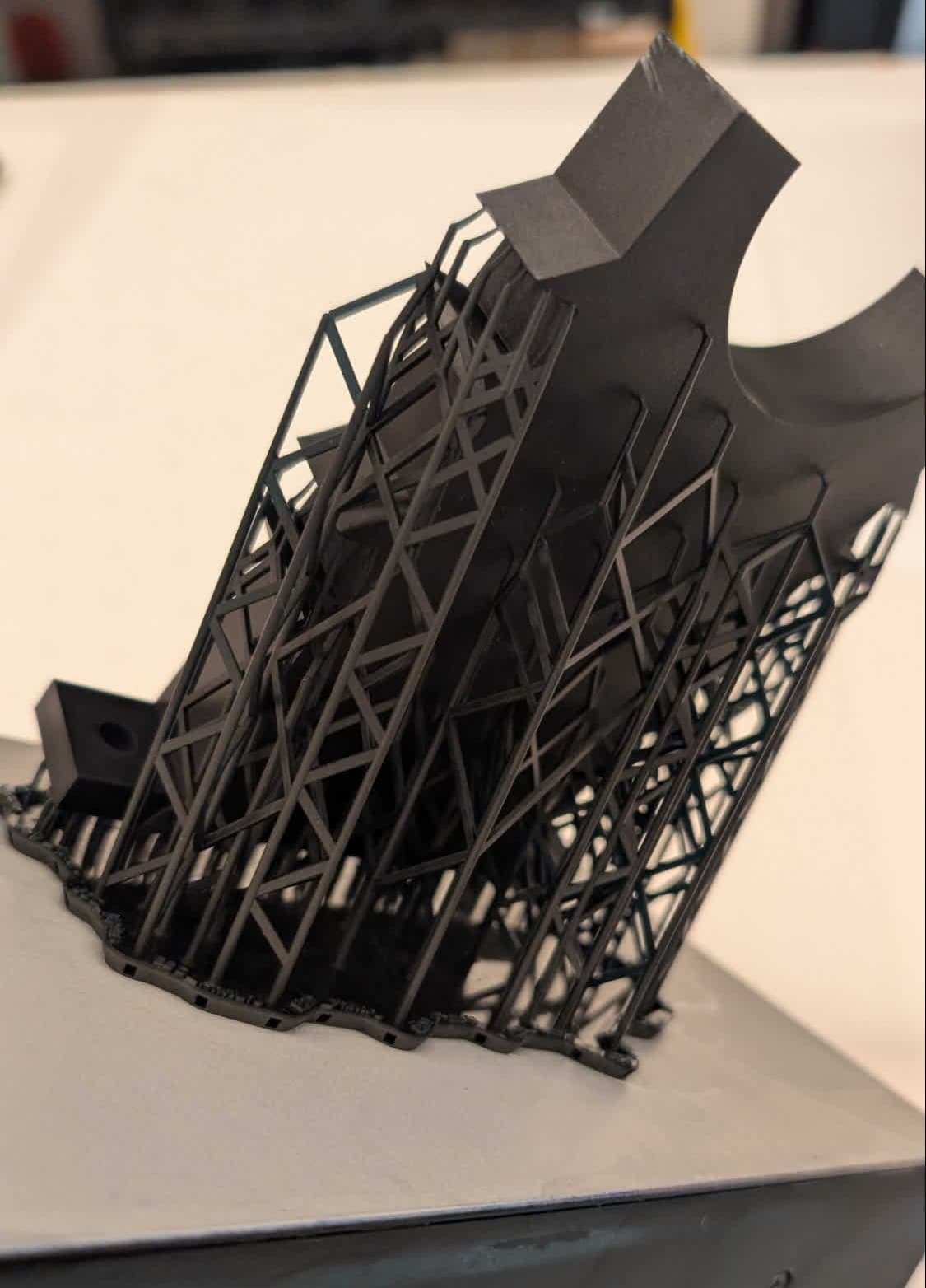
初始测试打印与上文 150μm 示例相同。在这里,打印大多失败,除一个块外,其余块在初始层之后均失败。


对此进行故障排查:
- 测量成功附着在构建平台上的材料厚度。这有助于区分在过渡到前期层曝光(在 0.6mm 处结束)或从前期层挤压过渡时是否存在问题。
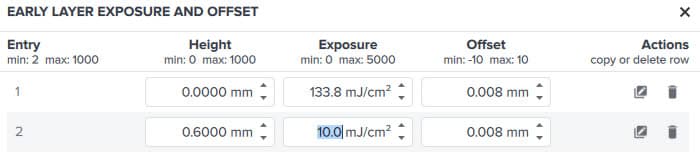
- 根据结果在打印设置编辑器中调整前期层参数。在这里,部件几乎在 0.6mm 处发生故障,这意味着该高度的 Exposure(曝光量)值过低。在本例中,我们将第二个前期层曝光量和偏移量条目的曝光量从 18.4mJ/cm2 降低到 3.7mJ/cm2。将其恢复到 10mJ/cm2 后,六个部件均可正常打印。
- 或者,增加 Height(高度)值。PreForm 会在前期层曝光量和偏移量数组中的条目之间进行线性插值,因此会使连续前期层之间的曝光量变化更加平缓。
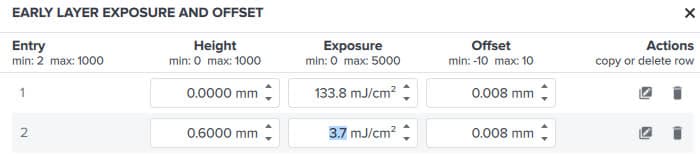
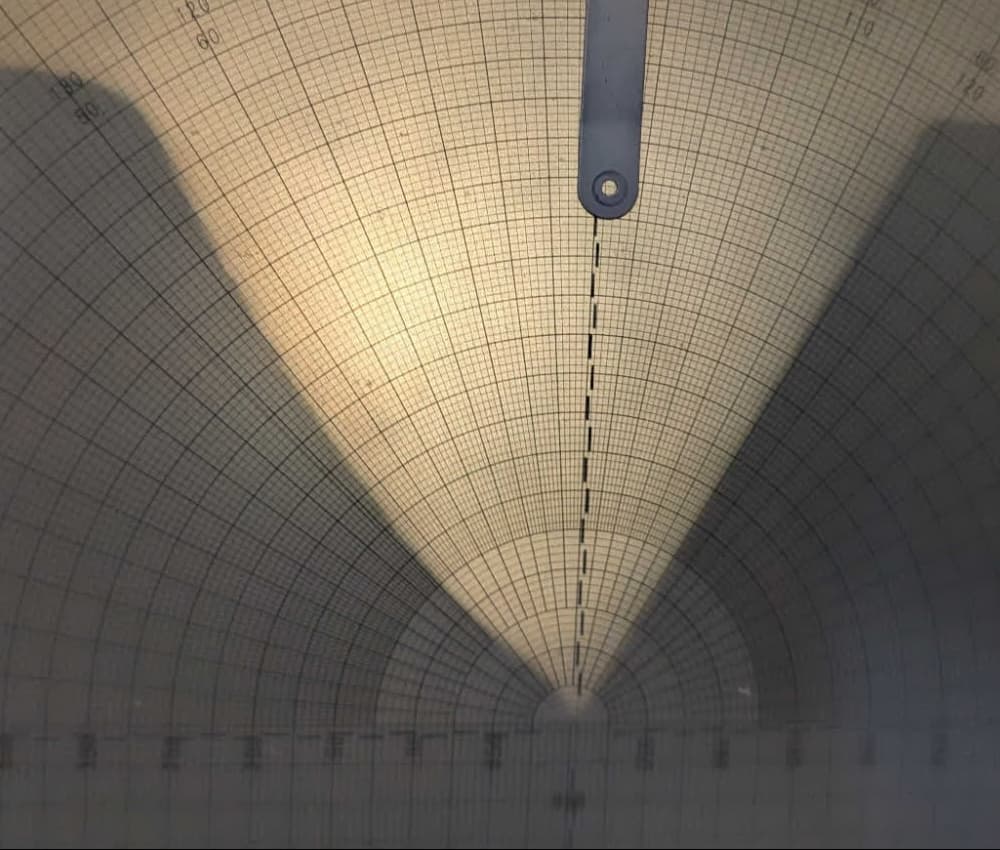
首次测试打印前的前期层曝光量和偏移量数组
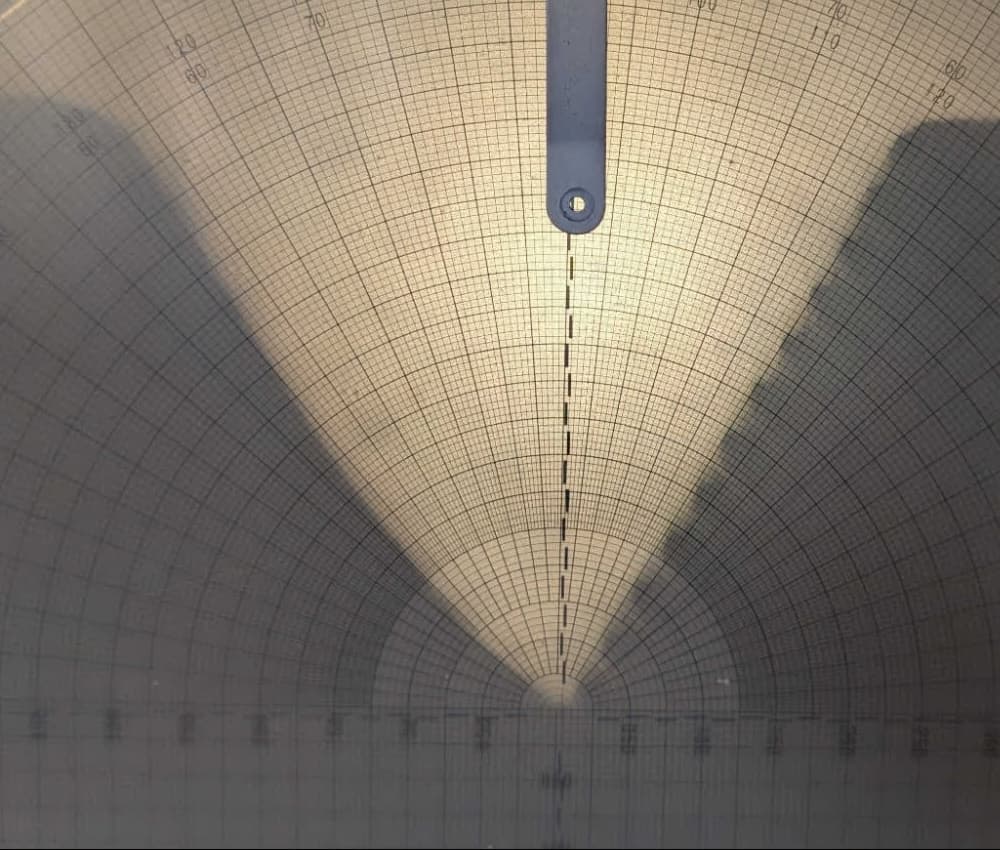
第一次测试打印后的前期层曝光量和偏移量数组调整
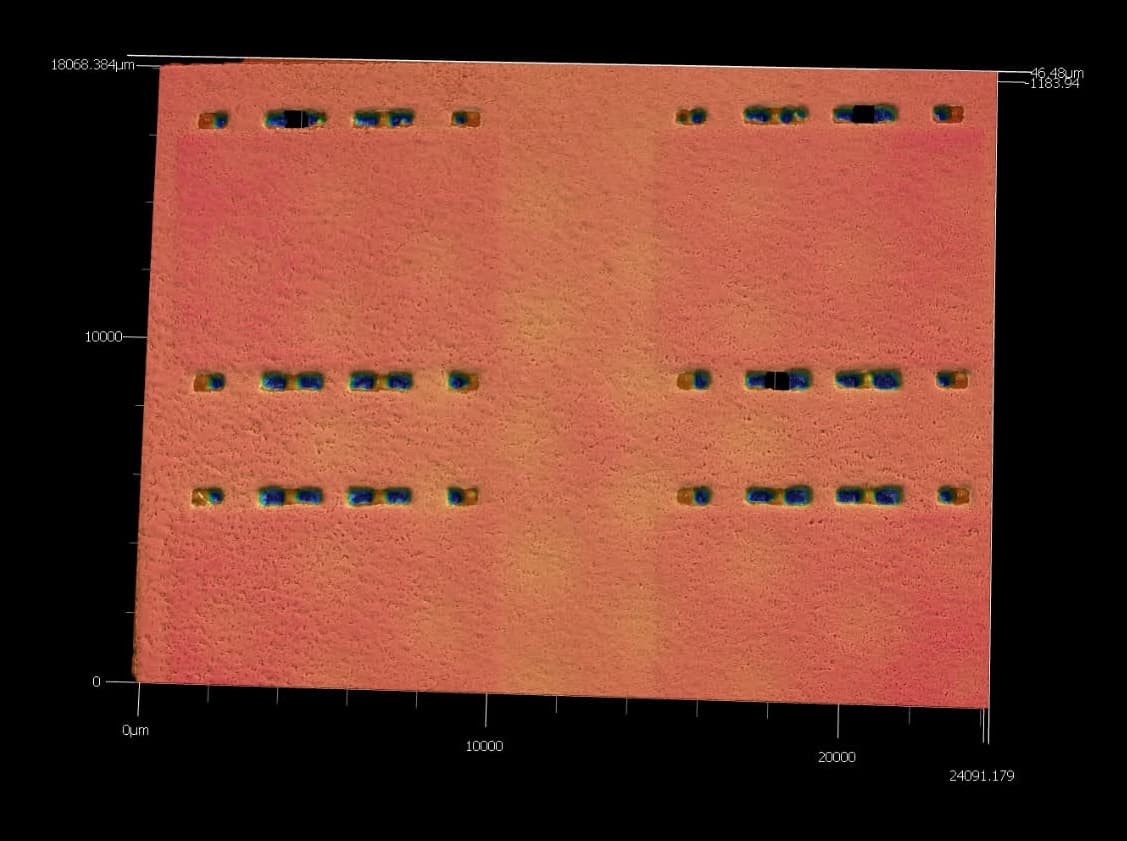
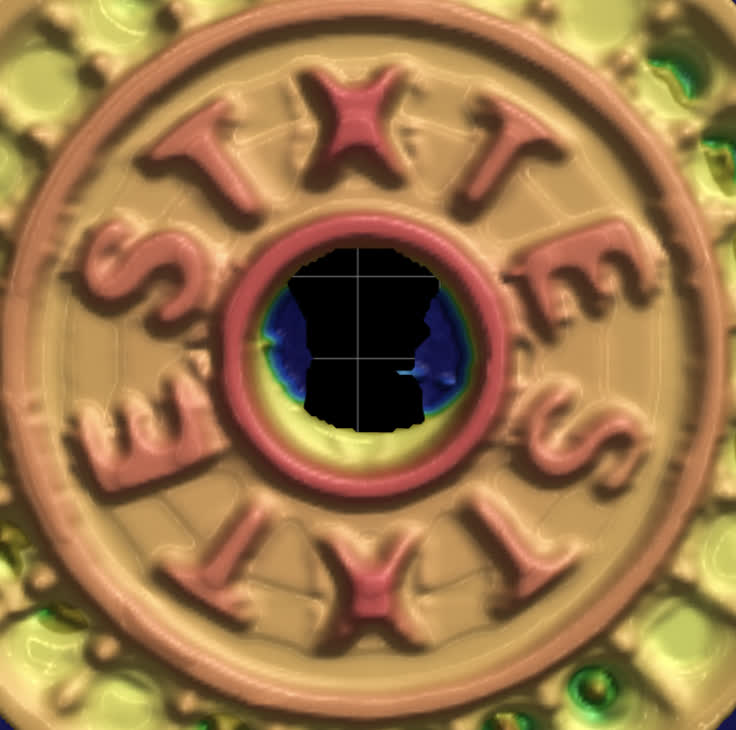
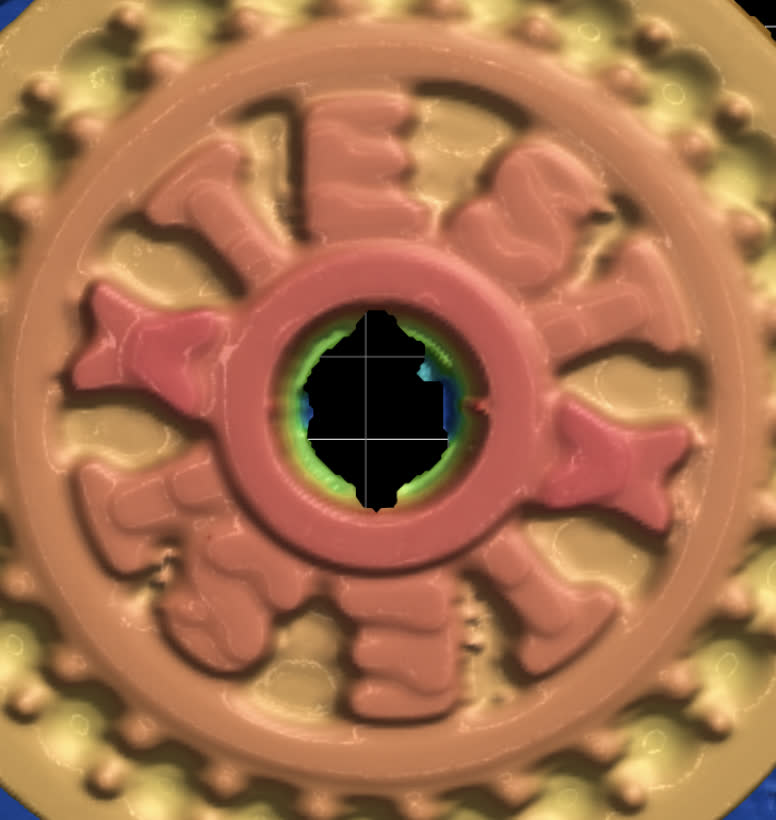
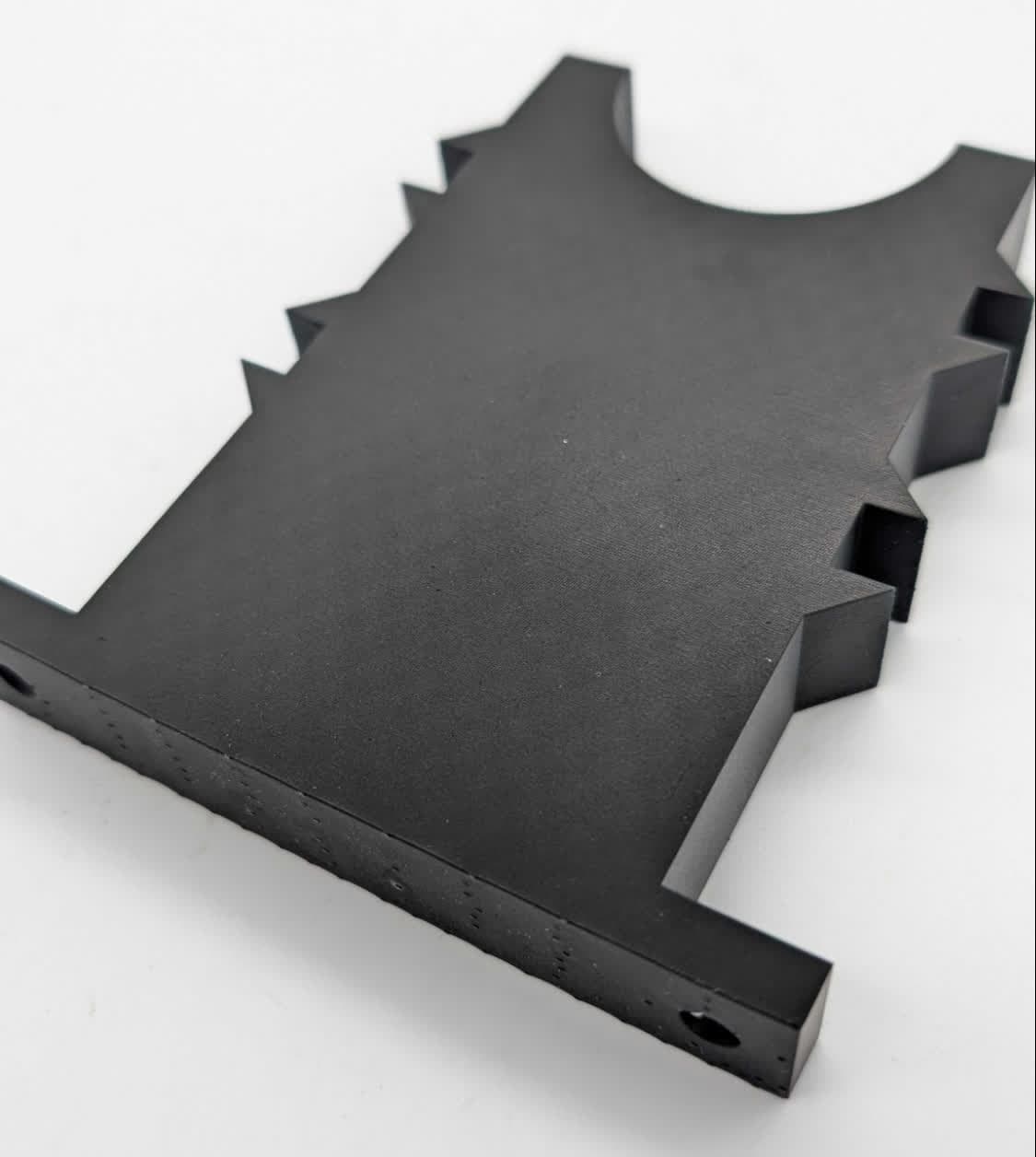
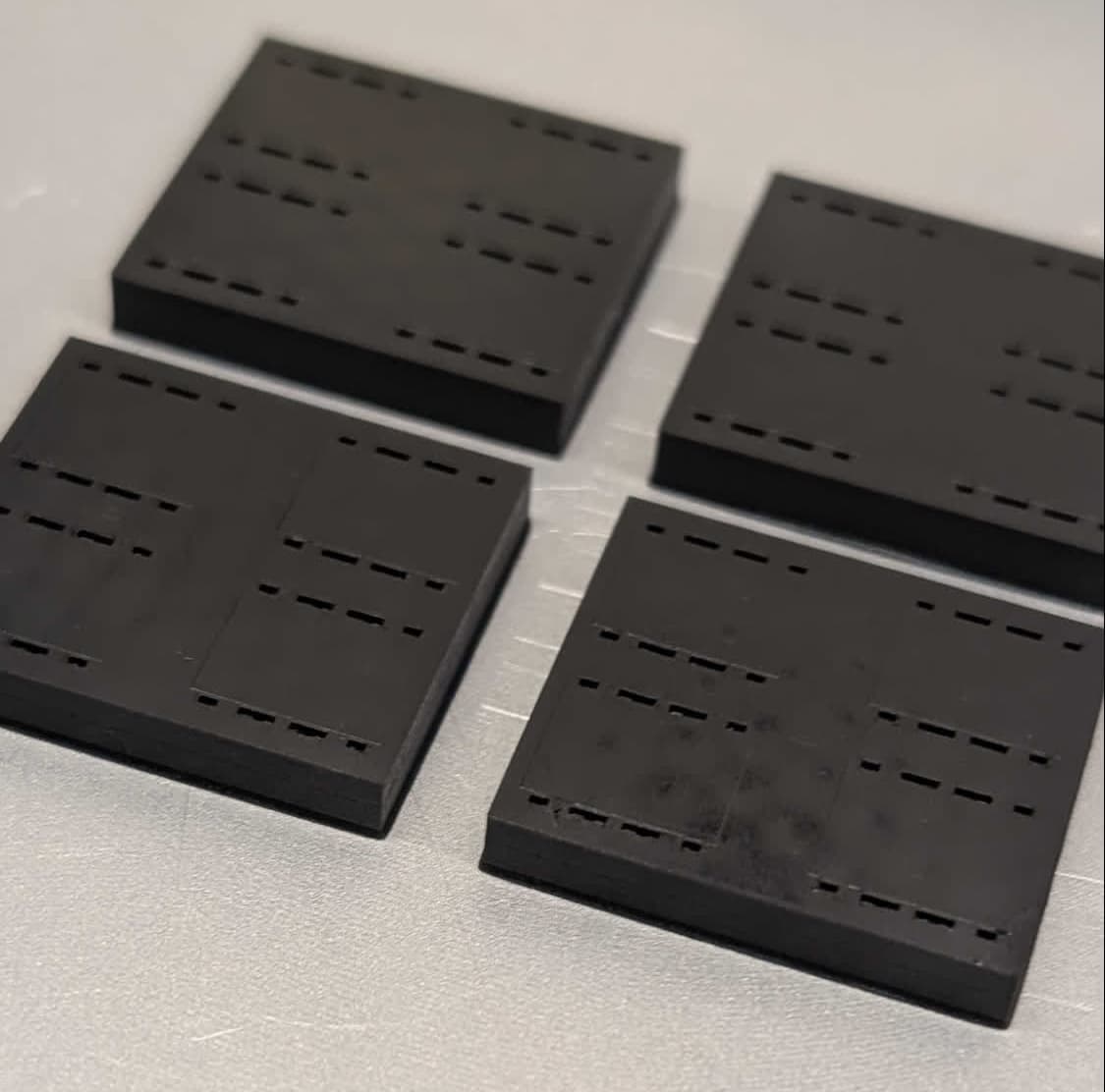
一旦测试部件打印成功,就可以利用较小的打印层厚打印更多功能性部件。例如,下图所示部件是用于在小型生产线上固定精密集成电路 (IC) 的夹具,其中包括一个 20 微米的垫片,用于支撑 IC,以及一个由 10 微米台阶制成的中心定位特征。
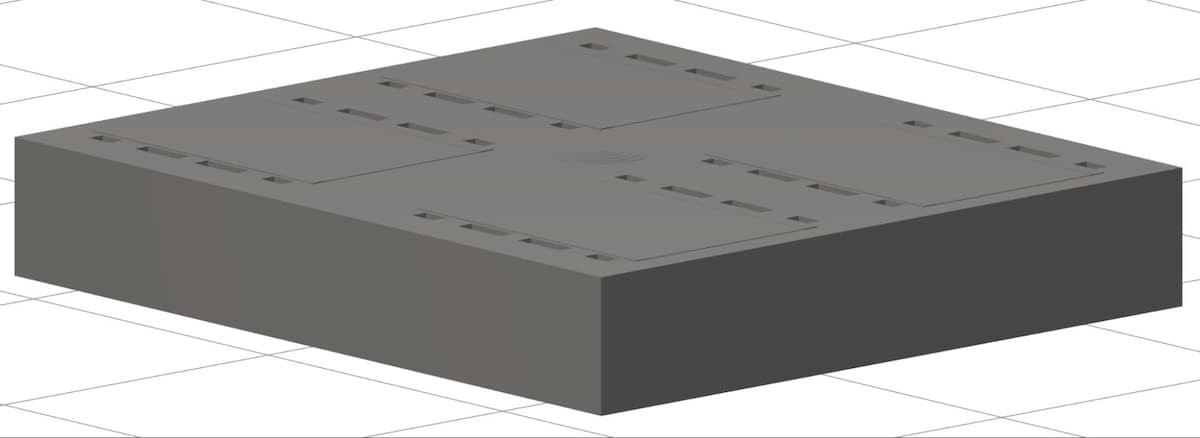
该部件打印成功,产生了上述精细的垂直特征。请注意,降低层厚并不会提高 X/Y 分辨率,因此与构建平台处于同一平面的特征仍需与 50 微米层厚下的公差和尺寸大致相同。

有关此打印件中精细垂直特征的更清晰视图,请参见此处的轮廓仪扫描。20 微米垫片显示为部件表面较深的红色区域。请注意,Form 4 Light Processing Unit 的剥离纹理也可见,如表面上的浅黄色点所示。随着打印层厚的不断减小,这一部分将占据更大比例。