
Alumina 4N Resin 设计指南
Alumina 4N Resin 设计指南
Alumina 4N Resin(氧化铝 4N 树脂)是一种高密度、高纯度的技术陶瓷,可用于金属和聚合物可能会失效的应用。鉴于 Alumina 4N Resin 的特殊和具体特性,在设计、打印和烧制时,务必遵循 Formlabs 的指导。
如需进一步了解 Alumina 4N Resin 的性能或特定材料属性,请参阅安全数据表 (SDS) 和技术数据表 (TDS)。请始终参阅安全数据表并将其作为主要信息来源,以了解 Formlabs 材料的安全性能和处理方法。
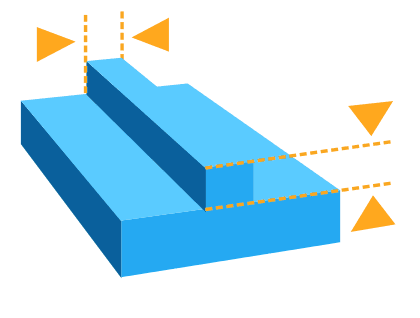
一般收缩
与传统陶瓷材料一样,Alumina 4N Resin 在烧制过程中也会收缩。在使用 Formlabs 推荐的烧制方案时,部件在 X 轴和 Y 轴上的收缩率约为 21.8%,在 Z 轴上的收缩率约为 26%。在将模型上传到 PreForm 之前,请使用 CAD 软件缩放部件,以考虑收缩情况。
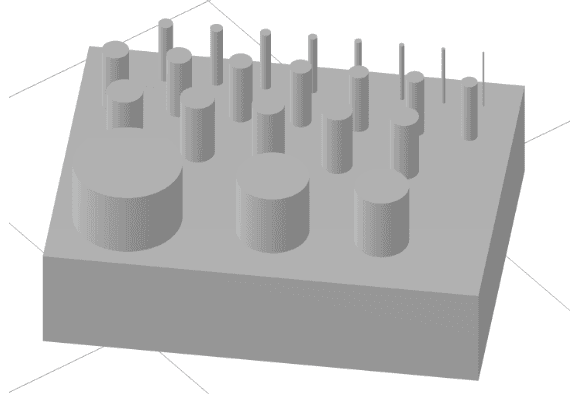
最小和最大特征
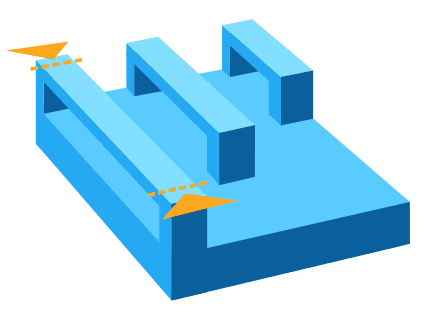
烧制壁厚
Form 3
最小值:0.75 mm
理想值:1.5–3.5mm
最大值:5 mm
Form 4
最小值:0.75 mm
理想值:1-5mm
最大值:8mm
无支撑悬垂结构的最小倾角
建议:与水平面成 30º
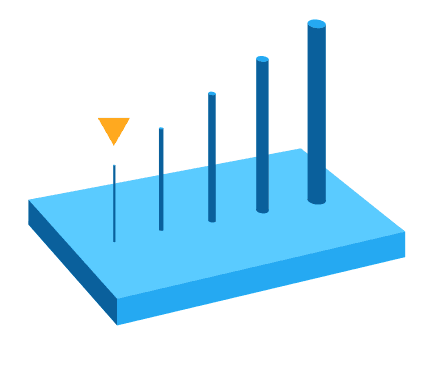
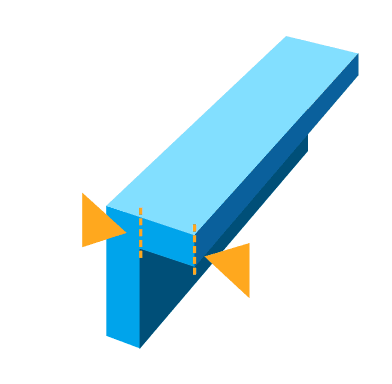
最小垂直丝线直径
推荐:2mm
最小浮雕细节
建议值:
- 水平面 0.75mm
- 垂直平面 0.5mm
最小雕刻细节
建议值:
- 0.5mm(水平面)
- 垂直平面 0.3mm
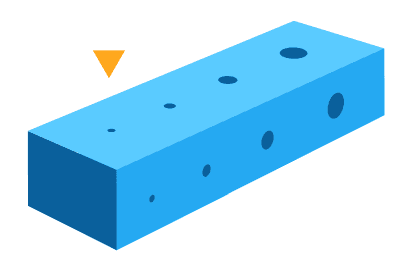
最小孔径
建议值:
- 水平面 0.8mm
- 垂直平面内 1mm
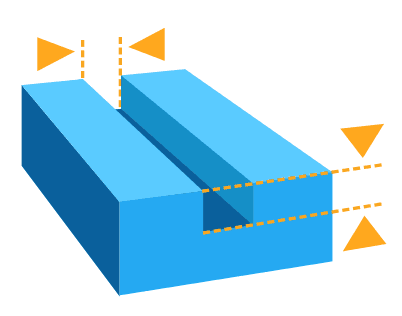
最大无支撑悬垂结构长度
推荐:0.5 mm
最大无支撑水平跨距
推荐:3 mm
最小排水孔直径
推荐:5mm
最小凸出特征
建议值:0.7mm
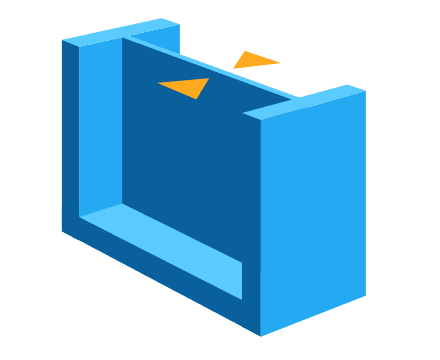
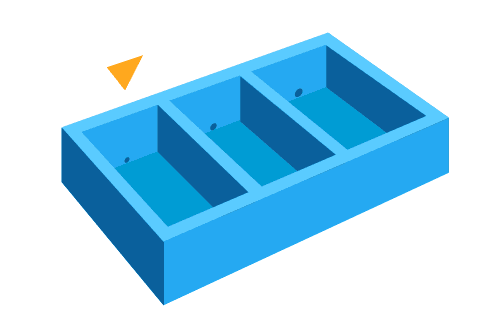
圆角处理
部件横截面积变化较大的方向存在开裂风险。请对内缘进行圆角处理,以避免应力集中并减少开裂。
最小值:1mm 圆角半径
建议值:2mm 或以上
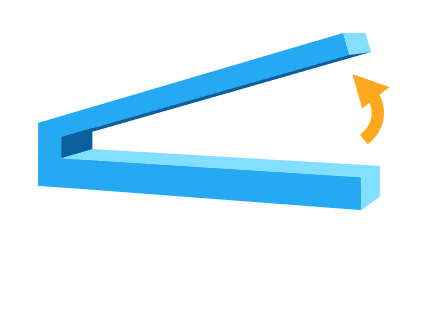
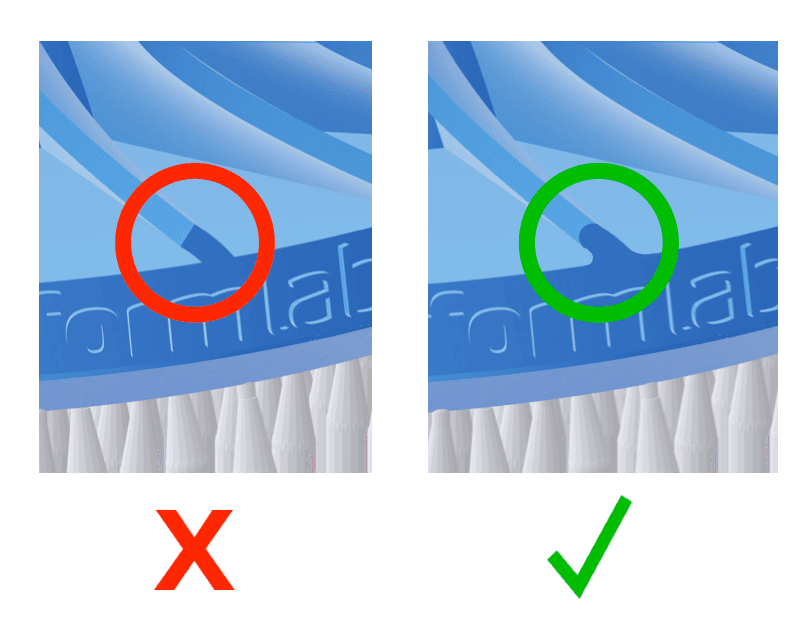
定向模型
如有可能,应调整部件的方向,使其自行支撑,同时使所有角度均小于 30º。更大的悬垂结构角度可能会导致部件翘曲。请避免方向导致表面积出现突变或模型内空腔朝上,以免形成杯状结构。使部件主要尺寸沿打印主轴之一进行打印。
生成支撑结构后进行打印时,模型方向应与构建平台平行。
支撑模型
Formlabs 建议接触点尺寸为 0.4-0.8mm。首选 0.5mm 的接触点。避免在关键表面上放置接触点,以免生成裂缝或撕裂较薄特征。角度大于 45º 的壁仅需少量支撑即可。
在 Form 3 中使用 Alumina 4N Resin 时,请使用基底,不要直接在构建平台上打印。
Form 4 打印机打印的部件可以直接打印在构建平台上。
无支撑的结构
避免无支撑的水平悬垂结构或桥结构大于 0.5mm。无支撑悬垂结构的最小倾角为 30º。
其他资源