
注:
正常情况下,Formlabs LFS 打印机的第一层打印层会明显比标准层厚 50 微米。
Alumina 4N Resin(氧化铝 4N 树脂)是适用于极端环境的高性能、高密度和高纯度工业陶瓷材料,具有耐高温、耐磨损、坚硬、机械强度高和化学活性低等特点。传统的部件制造方法是冲压或陶瓷注射成型,但这两种方法均需使用昂贵的模具。
有时打印部件的效果与预期并不相符。请对比 Alumina 4N Resin 打印部件的常见问题特征,缩小问题根源的范围并找到解决方案。
打印过程中的问题
树脂槽或树脂盒中的颗粒沉降
Alumina 4N Resin 含有悬浮在液态树脂中的氧化铝颗粒。与其他含有悬浮颗粒的 Formlabs 树脂一样,如果树脂槽或树脂盒长期闲置不用,氧化铝会随着时间的推移而沉降。
为防止颗粒沉积在树脂槽或树脂盒中:
部件未附着在构建平台上
“未附着”是指打印件部分或完全脱离构建平台的打印缺陷。当打印件的初始层未能附着于构建平台时,便会出现打印件未附着的情况。在打印件完全未附着的情况下,构建平台上不会出现打印件,且在树脂槽底部会有一片固化树脂。
解决使用 Alumina 4N Resin 打印时的非附着问题:
注:
正常情况下,Formlabs LFS 打印机的第一层打印层会明显比标准层厚 50 微米。
如果仍然存在部件未附着问题,请在打印前使用中等或细砂纸打磨构建平台表面。较粗糙的表面有助于 Alumina 4N Resin 打印部件附着在构建平台上。
初始层打印失败(仅限 Form 3)
有时,部件可能会附着在构建平台上,但在前几层打印后失败。这通常是由于 Z 轴校准错误或树脂槽混合器出现问题所致。
为防止部件在初始层打印后出现故障,请校准打印机的 Z 轴。
如果打印失败时,混合器未能完全停留在树脂槽一侧的混合器盒内,请将混合器从树脂槽中取出。将混合器臂稍微向外弯曲。调整混合器的方向,使其臂朝上并朝向树脂槽左侧的混合器盒。混合器中的磁铁应朝下。将混合器向左滑入混合器盒中,直至每端的弯曲臂均卡入到位。
部件从支撑结构上脱落

防止部件在打印过程中从支撑结构上脱落:
部件在打印过程中断裂
即使部件没有从支撑结构上脱落,也可能在打印过程中断裂。该问题可能是支撑不足、部件几何形状特殊或混合器与部件之间发生碰撞造成的。
防止部件在打印过程中断裂:
部件几何形状无法成型
部件中非常小的特征可能无法正常打印,尤其是在树脂老化的情况下。
如果精细特征未成型:
混合器解耦(Form 3 代)
解决混合器脱离问题:
混合器在预印期间检测到碎屑(Form 4 代)
在预印例程中,混合器沿构建平台刮动,以检查是否有先前打印留下的碎屑。Alumina 4N Resin 的粘度可能会在此阶段导致误报。
随着 Alumina 4N Resin 的老化,其粘度会增加。在两次使用之间,将树脂盒和树脂槽冷藏,以延长其保质期至 12 个月。
如果在预印期间看到 检测到混合器碎屑 错误:
如果仍然遇到预印刷碎屑检测问题,请联系 Formlabs Support 或 授权经销商 寻求更多帮助。
构建平台上沉积白色颗粒


如果发现打印部件表面有固化树脂片:
基底牢固地附着在构建平台上
使用 Alumina 4N Resin 打印的部件会更牢固地附着在粗糙的构建平台表面上。在某些情况下,打印部件可能会牢固地附着在构建平台上,以至于难以移除。
如果打印部件过度附着在构建平台上:
小心:
在湿滑的表面(如有树脂涂层的构建平台)上使用附带的工具(如平口剪钳或刮刀)可能会导致突然移动。请勿将尖锐工具朝向自己,在切割或刮擦时更是如此。
原始状态部件的问题
部件呈粉红色

如果在清洗后发现部件表面有粉红色的色调:
部件很难从支撑结构上移除
使用 Alumina 4N Resin 打印的部件必须在烧制前从支撑结构上移除。根据部件几何形状、支撑几何形状和部件方向,移除支撑可能会比较困难。
如果很难将打印部件与支撑结构分离:
烧制前部件表面出现裂纹
如果打印部件在烧制前出现表面裂纹:
部件未完全干燥
使用 Ceramic Wash Solution 清洗打印部件后,务必将其完全干燥后再进行烧制。Formlabs 建议将部件放在筛子或网格上进行干燥,以加强打印部件周围的空气流动。部件必须在 20-30°C 的室温和 30%-45% 的湿度下才能完全干燥。如有需要,将部件放置在 45°C 的烤箱中干燥 8-24 小时。
如果部件未完全干燥:
孔洞或其他凹面特征被树脂填充
打印后,小孔和其他凹面特征通常会被液态树脂填充。在烧制过程中,这种液态树脂会吸附燃烧产生的气体,导致部件出现裂纹。如果正常清洗无法清除液态树脂,则可能是由于孔过小或过长,导致 Ceramic Wash Solution 无法完全渗入。
如果清洗后,打印部件的孔洞中仍有液态树脂残留:
部件在干燥过程中发生翘曲
使用 Ceramic Wash Solution 清洗打印部件后,充分干燥部件,然后再进行烧制。如果部件周围的气流不均匀,不同表面的干燥速度可能不同,从而导致翘曲。
如果部件在干燥过程中发生翘曲:
部件烧制过程中和烧制后出现的问题
打印部件出现大裂纹
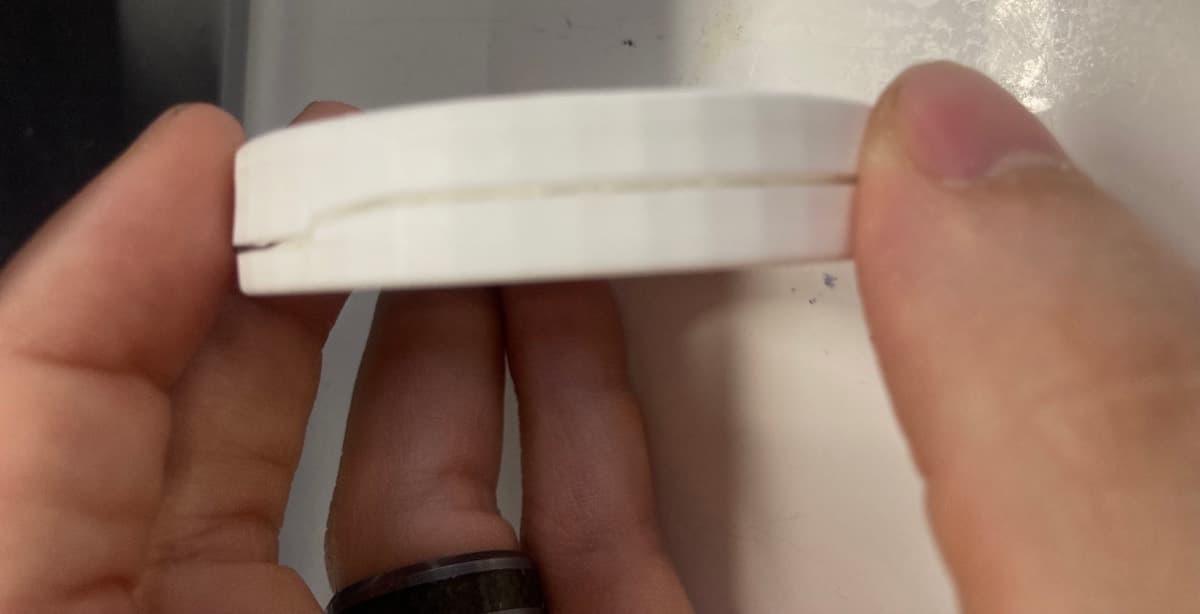
如果在烧制后发现打印部件上有较大裂纹:
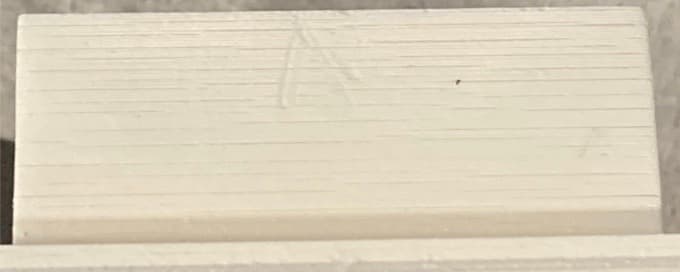
打印部件出现小裂纹
过度清洗或先前打印失败造成的损坏可能会导致较小的表面裂纹。
如果在烧制后发现打印部件上有细小裂纹:
打印部件强度低于预期
Alumina 4N Resin 技术数据表列出了使用该树脂打印的部件的标称材料性能。如果您的部件强度未达预期,很可能是部件中出现了裂纹,从而影响了强度。检查部件是否出现裂纹,并按照上述指导原则进行处理。
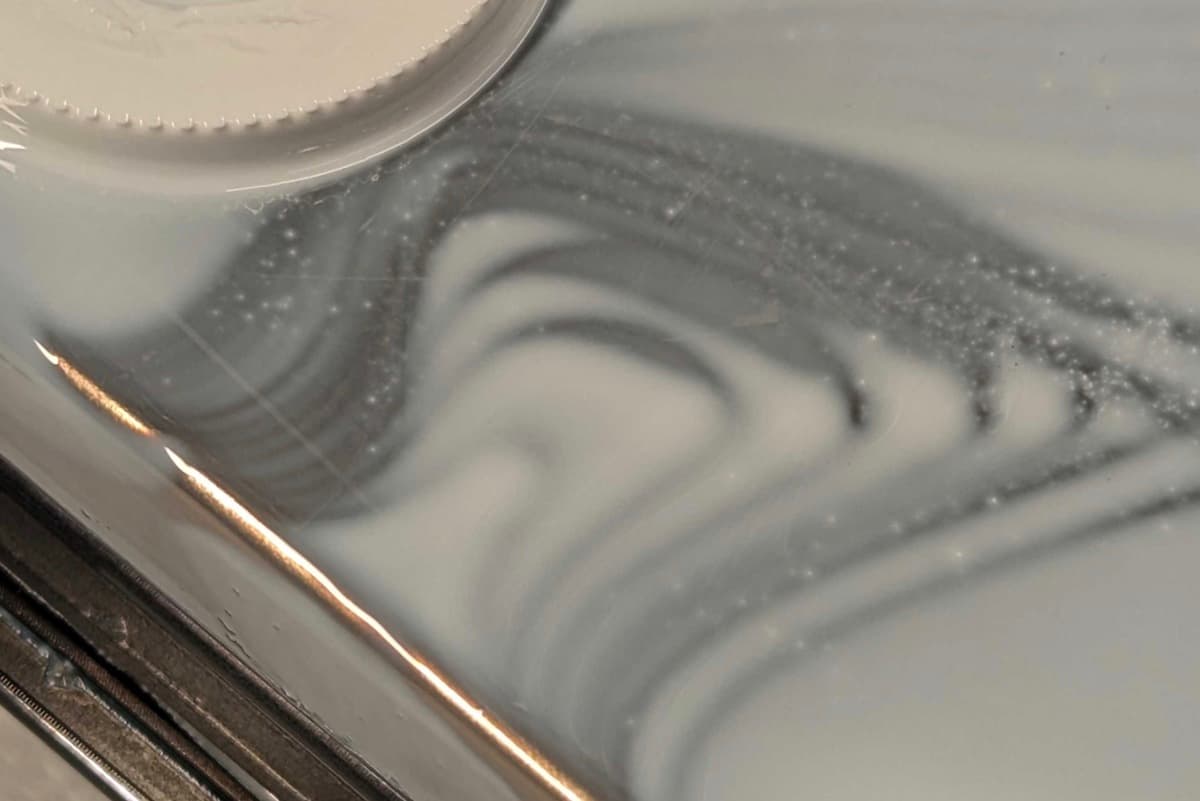
打印部件上出现可见的垂直线条
打印部件表面出现的其他瑕疵可能与打印机的光学元件有关,而非打印失败或工艺问题。特别是垂直线可能表示光学窗口脏污。这与针孔/切割打印缺陷类似。
如果发现打印部件表面有垂直线条:
烧制过程中部件与窑炉熔合
使用 Alumina 4N Resin 打印的部件在使用前需要烧制。在烧制过程中,如果烧制温度过高或在没有使用承烧板或承烧砂的情况下烧制,打印部件会熔附在窑炉上。这会损坏打印部件。
如果打印部件在烧制过程中与窑炉熔合在一起:
打印部件密度不一致
烧制后,Alumina 4N Resin 打印部件应具有一致的密度。部件密度的任何变化都表明在烧制过程中引入了杂质或烧制温度不足。请注意,杂质通常也会导致烧制部件的颜色或半透明度发生变化。
解决烧制部件密度问题:
打印部件未按预期收缩
使用 Alumina 4N Resin 打印的部件在烧制过程中会收缩。预期收缩率呈现各向异性:沿 X 轴和 Y 轴为 21.8%,沿 Z 轴为 26%。这些数字基于经验测试,不能保证适用于所有几何体。
如果打印部件在烧制过程中的收缩情况与预期不同,请根据需要缩放,以满足目标部件尺寸要求。
烧制部件呈现非白色色调

为防止污染物使打印部件变色: