
注意:
为避免损坏设备,请查看文章挑选适用的树脂材料中的树脂槽兼容性表,以确认您使用的树脂槽与相应材料兼容。
注意:
为避免损坏设备,请查看文章挑选适用的树脂材料中的树脂槽兼容性表,以确认您使用的树脂槽与相应材料兼容。
Formlabs Castable Wax Resin 可打造精准无瑕的边缘,含有 20% 蜡成分,清洁燃尽,实现可靠铸造。无需后固化处理,使工作流程更加方便快捷。
Castable Wax Resin 以 25 微米和 50 微米的精度进行打印。
注:
如需进一步了解 Castable Wax Resin 的性能或特定材料属性,请参阅安全数据表 (SDS) 和技术数据表 (TDS)。请始终参阅安全数据表并将其作为主要信息来源,以了解 Formlabs 材料的安全性能和处理方法。
所需资源
Formlabs 产品:
第三方产品:
工作流程概览
注意:
这是《使用 3D 打印模板进行牙科铸造和压制》 [一文说明的简要版本]。阅读应用指南,了解有关 Castable Wax Resin 的设计、设置和部件定向的详细说明。
扫描
请使用口内扫描仪获取数字印模,或直接使用台式光学扫描仪扫描加成性硅橡胶 (PVS) 印模或石模。
设计
将扫描件导入牙科 CAD 软件中,设计修复或器具模型。使用具有开放 STL 文件导出功能的软件,例如 3Shape 提供的软件或 exocad,以确保文件与 PreForm 兼容。
导入和设计程序因软件包而异。如需更多信息和支持,请与软件制造商或经销商联系。
打印
注意:
为避免损坏设备,请查看文章挑选适用的树脂材料中的树脂槽兼容性表,以确认您使用的树脂槽与相应材料兼容。
牙冠和牙桥支架
牙冠和牙桥模型的咬合区域或边缘需朝上,以避免在修复模型中最关键的部位添加支撑。
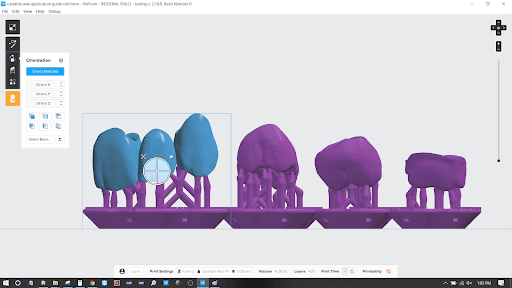
为获取轮廓完好的牙冠和牙桥模型,请将支撑接触点置于牙冠的外端,而不是接触面上。
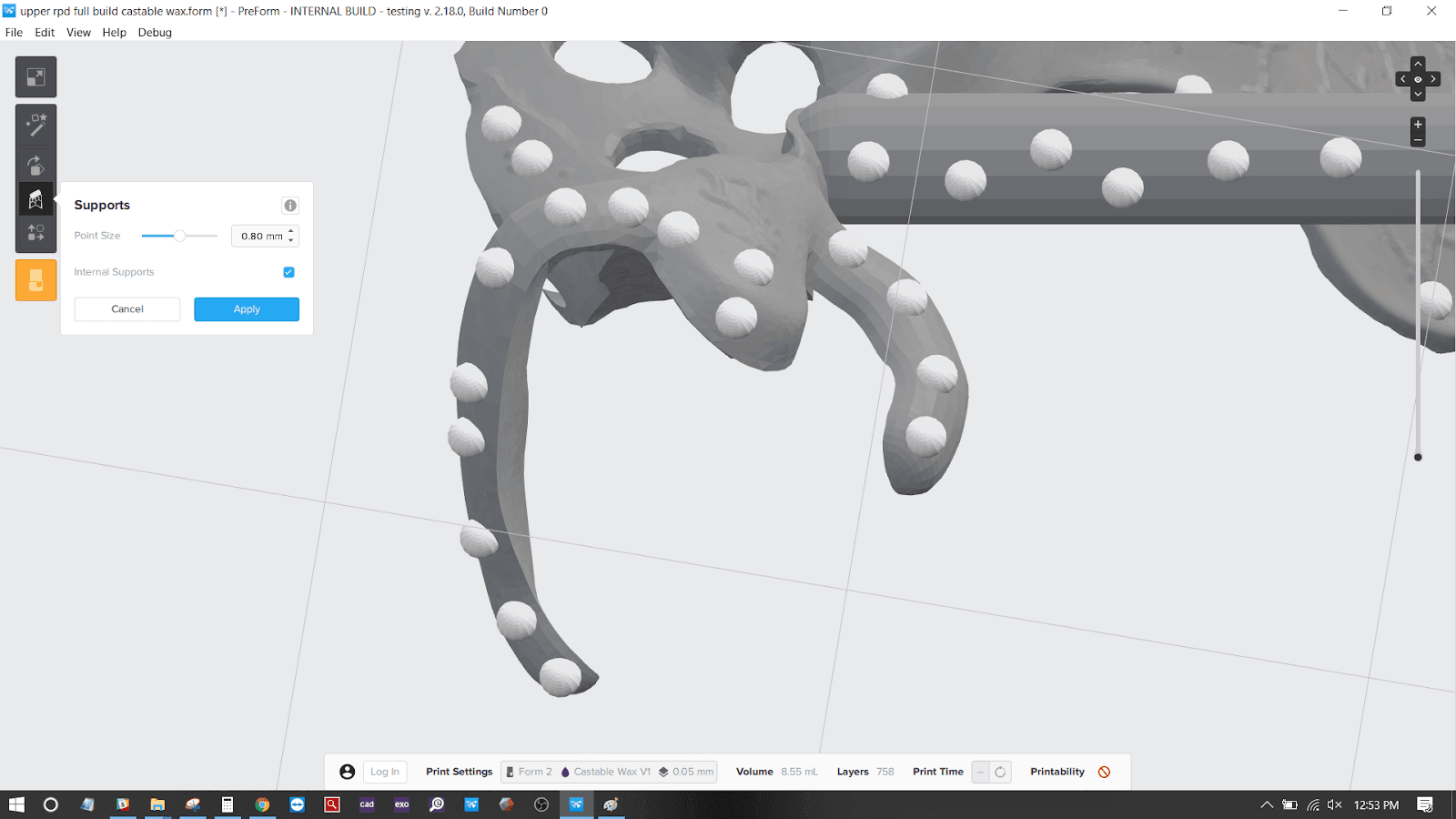
局部义齿支架
单击支撑结构工具中的“编辑所有”,手动去除和放置支撑。避免将支撑置于义齿架与患者齿列的接触面,以及局部义齿架的其他重要部位。
注意:
义齿架卡环的厚度应至少为 800 微米,以防铸造前产生变形。
通过反复摇晃和旋转充分摇动树脂盒。
打印任务上传后,在打印机上按下按钮开始打印。
后处理

注意:
非常薄的部件,如可摘除的局部义齿,在去除支撑的过程中容易破裂。在 CAD 中设计摆放正确的支撑或附着物,使支撑更加易于去除,降低其对部件的影响。
使用 Formlabs Finish Kit 中的平口剪钳或手术刀小心翼翼地去除支撑。将支撑固定在非常小的零件上,可以降低后处理过程中断裂的风险,并在铸造后产生更好的吻合效果。
由于材料可能易碎,会有碎片弹出,请在切除支撑时戴上安全眼镜。支撑也可利用切割盘、钻头和抛光轮等牙科工具去除。
制壳和铸造
铸造 Castable Wax Resin 需要高温,和磷酸盐包埋料。有关投资和铸造的具体信息,请参阅 牙科铸造和压制应用指南。请始终参照包埋料生产商的建议。
其他资源