
注意:
为避免损坏设备,请查看文章挑选适用的树脂材料中的树脂槽兼容性表,以确认您使用的树脂槽与相应材料兼容。
注意:
为避免损坏设备,请查看文章挑选适用的树脂材料中的树脂槽兼容性表,以确认您使用的树脂槽与相应材料兼容。
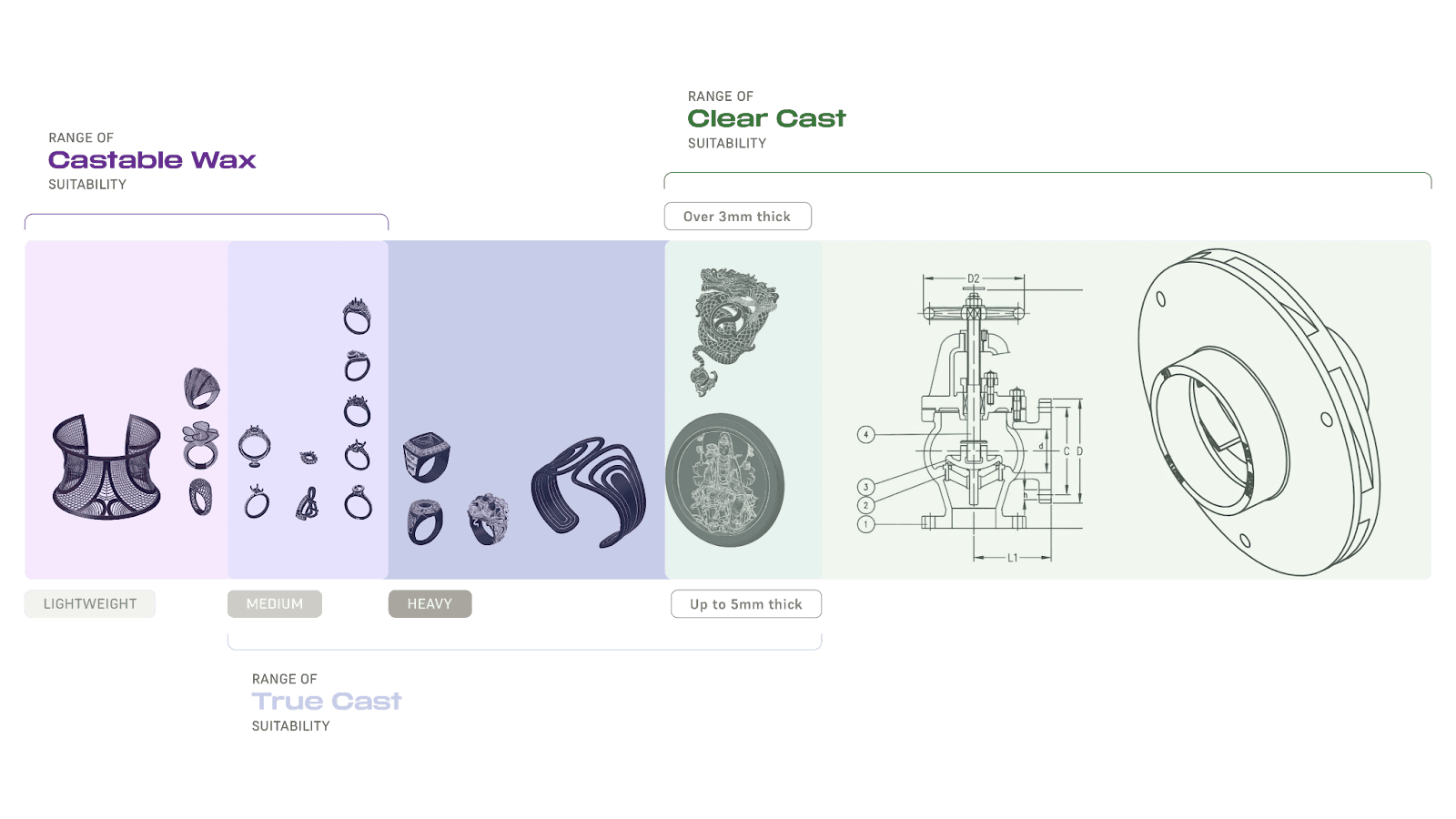
熔模铸造是一种铸造工艺,用于生产其他方法无法制造的复杂形状金属部件。使用 Formlabs Clear Cast Resin,无需工具、可溶型芯或其他复杂的蜡成型技术,即可立即生产部件。像凹槽、通道和薄壁等难以注蜡成型的特征都可以通过 3D 打印轻松实现。
Clear Cast Resin 适用于较大的模具,通常是壁厚大于 3mm 的部件。因为实心固体部件的外壳极易开裂,此类部件需要采用晶格结构和排水孔才能正常使用。

Clear Cast Resin 以 50 微米和 100 微米的层厚进行打印。
所需资源
提示:
Materialise Magics 的自定义链接中提供折扣价。
设计指南
选择铸造树脂时,应综合考虑不同材料的铸造性能。对于较小的部件或细工丝线,建议选用 Castable Wax Resin。对于轻奢型至奢华型珠宝或小型工程组件,建议选用 True Cast Resin。对于大型熔模铸造,建议选用 Clear Cast Resin。
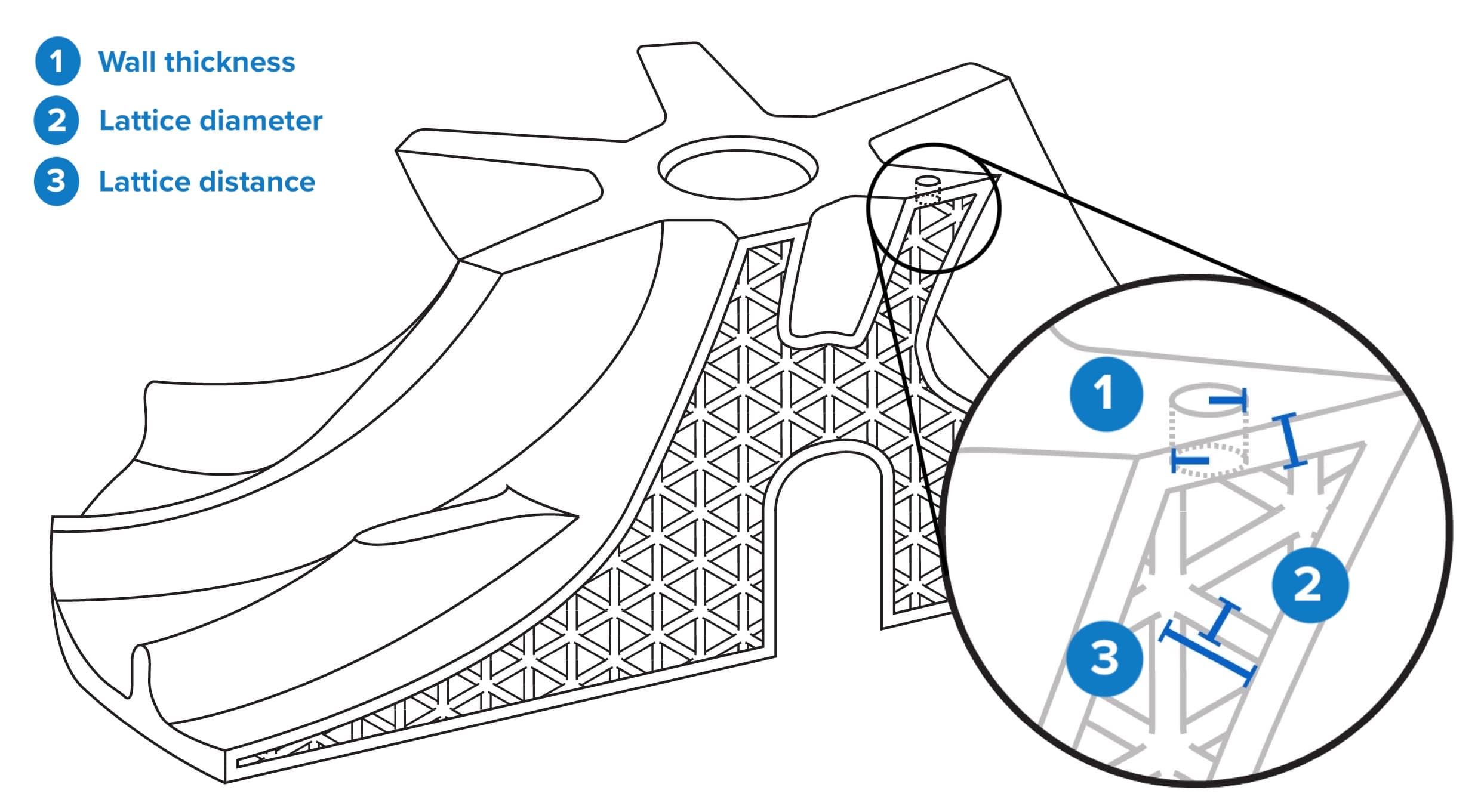
用于工业熔模铸造的牺牲模型必须足够坚固,以承受浸入陶瓷浆料的压力,同时还要足够薄,以便烧尽。薄壁可防止在燃烧过程中因热膨胀而产生裂纹。现有的软件解决方案可对部件进行掏空,并构建内部晶格支架来加固部件。晶格支撑部件的外部,防止翘曲,便于成功打印薄壁。浇口也可以作为模型的一部分进行 3D 打印。由于晶格是制造优质铸件的必需条件,因此建议大部分部件的晶格不要小于 3mm。
使用 CAD 软件设计部件后,将 CAD 文件导入晶格模块,并确定外壳、晶格结构和排水孔的设置。较薄的壁可提高铸造成功率,但会增加打印失败的风险,并可能削弱部件的强度。
打印设计建议
| 壁厚 | 格栅直径 | 晶格距离 | |
|---|---|---|---|
| 高度保守 | 1mm | 1mm | 3mm |
| 保守 | 1mm | 0.50mm | 3mm |
| Common | 0.75 mm | 0.75mm | 3mm |
| 建议值 | 0.5mm | 1mm | 3mm |
| 细节尺寸 | 0.5mm(标准) | ||
| 孔径 | 2mm(最小,可根据需要增加) | ||
大型厚壁部件
对于壁厚较大的大型部件,也可以将壁部挖空后进行打印。例如,您可以打印一尊总壁厚为 5mm 的大型雕像,前提是使用格架软件将壁面本身中空并制成格架结构。
排水孔
排水孔可以降低因凹陷而导致打印失败的风险,并便于液态树脂从部件中排出。
部件晶格化后,文件尺寸会变大,从而减缓打印准备和支撑生成过程。将导出的文件转换为 3MF 以减小文件尺寸。
使用 Clear Cast Resin 进行打印
注意:
为避免损坏设备,请查看文章挑选适用的树脂材料中的树脂槽兼容性表,以确认您使用的树脂槽与相应材料兼容。
在 PreForm 中准备模型以进行打印:
后处理
后固化要求
Clear Cast Resin 需要进行后固化,才能达到最佳机械性能。在决定是否在后固化前或后移除支撑时,请遵循 Formlabs 的最佳做法。有关后固化建议,请参阅设备的支持文档。
准备模型
修补排水孔
修补排水孔主要有三种方法:

将压缩空气注入最后一个孔中,检查孔的配合情况,查看是否有渗漏。
粘合多个部件
如果设计超出了打印机的成型体积,可以在铸造前将多个部件粘合在一起,具体方法与上文类似:
烧制
按照常规流程进行模型组装、外壳创建和烧制。对于燃烧,Formlabs 建议在 700-900°C 的温度下闪火烧制两小时。请勿使用高压灭菌器对部件脱蜡,因为这会导致部件膨胀、翘曲和弯曲,并经常会使外壳破裂。检查燃烧后的外壳是否有任何裂纹或飞边,并吹出模具中残留的灰烬。

按照常规流程进行铸造和抛光。