
工业熔模铸造
工业熔模铸造
工业熔模铸造,也称为失蜡铸造,是一种多功能铸造工艺,可用于生产具有复杂形状的金属部件。该工艺几乎涵盖所有行业,并且是生产高质量和高完整性金属部件的首选。熔模铸造能够生产出无法通过其他方式制造的几何形状,并具有高表面光洁度。
熔模铸造通常包括三个主要步骤:
- 创建一次性模型,通常通过使用金属模具进行蜡注塑成型。
- 使用该模型制作非永久性陶瓷模具。
- 在陶瓷模具内浇铸或倒入液态金属。
投资铸造的成本可能很高,尤其是在小批量生产时。3D 打印一次性模型已成为一种节省成本和时间的替代方案,可替代蜡模制作,从而加快周转速度并降低价格。由于无需模具,通过 SLA 3D 打印技术,次日即可获得模型。该工艺所需设备极少、可以释放 CNC 容量并节省技术操作人员的时间,让制造商将更多时间投入高价值任务。

Formlabs 推荐材料
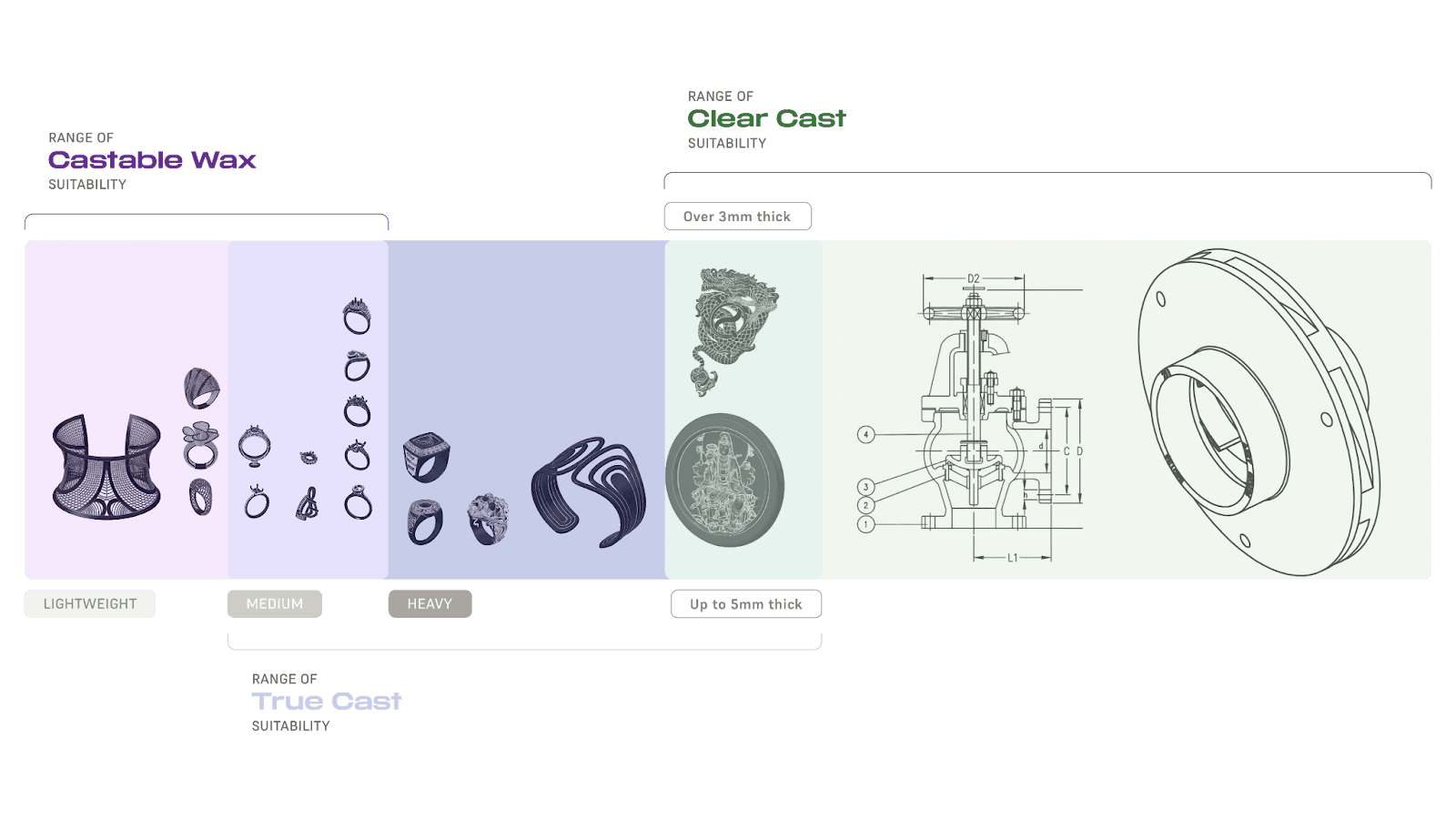
Formlabs 强烈建议使用 Clear Cast Resin 进行工业熔模铸造。Clear Cast Resin 是一种无锑材料,灰分含量低(<0.02%),已证明能够满足广泛应用的尺寸精度、表面质量和单件成本要求。
选择铸造树脂时,应综合考虑不同材料的铸造性能。对于较小的部件或细工丝线,建议选用 Castable Wax Resin。对于轻奢型至奢华型珠宝或小型工程组件,建议选用 True Cast Resin。对于大型熔模铸造,建议选用 Clear Cast Resin。
设计注意事项
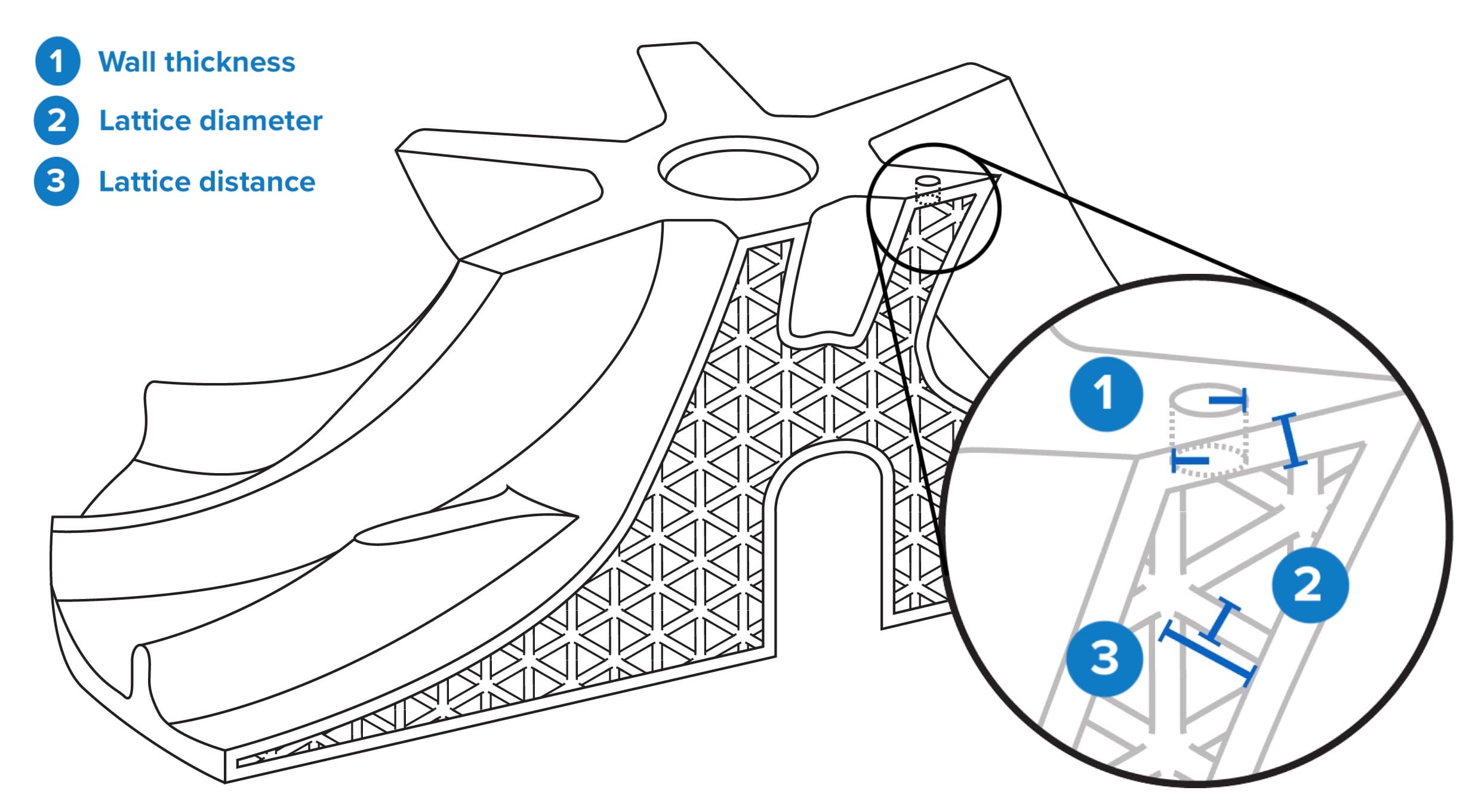
用于工业熔模铸造的牺牲模型必须足够坚固,以承受浸入陶瓷浆料的压力,同时还要足够薄,以便烧尽。薄壁可防止在燃烧过程中因热膨胀而产生裂纹。现有的软件解决方案可对部件进行掏空,并构建内部晶格支架来加固部件。晶格支撑部件的外部,防止翘曲,便于成功打印薄壁。浇口也可以作为模型的一部分进行 3D 打印。由于晶格是制造优质铸件的必需条件,因此建议大部分部件的晶格不要小于 3mm。
使用 CAD 软件设计部件后,将 CAD 文件导入晶格模块,并确定外壳、晶格结构和排水孔的设置。较薄的壁可提高铸造成功率,但会增加打印失败的风险,并可能削弱部件的强度。
打印设计建议
| 壁厚 | 格栅直径 | 格栅间距 | |
|---|---|---|---|
| 高度保守 | 1mm | 1mm | 3mm |
| 保守 | 1mm | 0.5mm | 3mm |
| 常见 | 0.75mm | 0.75mm | 3mm |
| 推荐 | 0.5mm | 1mm | 3mm |
| 细节尺寸 | 0.5mm(标准) | ||
| 孔尺寸 | 2mm(最小,必要时增加) | ||
如需了解更多信息,请参阅白皮书 使用 Formlabs Clear Cast Resin 3D 打印模型进行工业投资铸造。
排水孔
排水孔可降低因吸杯效应而导致打印失败的风险,并使液态树脂从部件中流出。
在设计排水孔时,请牢记部件的预定- 方向。
- 在部件的两端或边缘开孔,以便彻底排出 IPA 和液态树脂。
- 按计划方向,在部件顶部和底部放置孔。
- 在需要进行机加工或切割的表面上放置孔,以简化后处理。
- 创建直孔 (r1 = r2) 或仅略微倒角的孔 (r1 > r2)。
- 在浇口放置处设置孔,以便在燃烧过程中保持良好气流。
部件晶格化后,文件尺寸会变大,从而减缓打印准备和支撑生成过程。将导出的文件转换为 3MF 格式,以减小文件大小。
打印注意事项
按照 Formlabs 的部件定向最佳实践进行操作。将模型相对于构建平台定向 30-45°。
生成支撑:
- 添加完整的基底,使用 0.75 的支撑密度和 0.30mm 或更小的接触点。请勿在重要表面上添加支撑接触点。
- Formlabs 建议关闭晶格部件上的内部支撑,避免干扰晶格结构。
- 鉴于其几何形状,铸造模型经常会触发 PreForm 警告,提示支撑不足或存在杯状结构。在部件最上层放置支撑最低点,以尽可能减少这些警告。
- 您可能希望为非晶格模型生成支撑,并将晶格版本上的支撑与之匹配。
以 100µm 层高进行打印。
后处理注意事项
遵循 Formlabs 关于清洗和后固化打印件的最佳做法。有关具体的清洗和固化说明,请参阅各个 材料文档。
初次清洗后,擦干部件并用压缩空气清理晶格结构。再次清洗部件并用压缩空气彻底清洁,注意尽可能清除内部的 IPA 和树脂。若 IPA 和树脂停留在部件中可能会导致外壳软化,从而不适合铸造。清除所有残留的 IPA 至关重要,因为任何残留液体都可能在燃烧时产生蒸汽并导致外壳开裂。
Clear Cast Resin 需要进行后固化,才能达到最佳机械性能。在决定是否在后固化前或后移除支撑时,请遵循 Formlabs 的最佳做法。
准备图案
修补排水孔主要有三种方法:
- 蜡:这通常是最简单的方法,但有时容易出现针孔故障。也可以简单地将排水孔连接到通气口或其他必要的出口上。
- 树脂:Formlabs 建议在孔上放置少量树脂,并使用紫外线笔进行固化。这通常会形成与部件其余部分功能相同的实心覆盖层。
- 部件设计:您可以将孔补丁生成单独的部件,打印后再将其附加到部件上,但对于没有极大孔的部件,通常无需这样做。

用 Clear Cast Resin 修补排水孔,并用紫外线笔进行固化。
将压缩空气注入最后一个孔中,检查孔的配合情况,查看是否有渗漏。
按照常规流程组装模型、制造外壳并燃烧。对于燃烧,Formlabs 建议在 700-900°C 的温度下闪火烧制两小时。请勿使用高压灭菌器对部件脱蜡,因为这会导致部件膨胀、翘曲和弯曲,并经常会使外壳破裂。检查燃烧后的外壳是否有任何裂纹或飞边,并吹出模具中残留的灰烬。

按照常规流程进行铸造和抛光。
有关工作流程的详细说明,请参阅白皮书 使用 Formlabs Clear Cast Resin 3D 打印模型进行工业投资铸造。
最终用途建议和限制
3D 打印牺牲模已成为蜡模制作的一种成本和时间效益高的替代方法,可加快周转时间并提高价格竞争力。使用 Formlabs Clear Cast Resin 3D 打印的模型可以生产出质量与传统蜡模相当的熔模铸造部件。特别推荐用于:
- 具有复杂金属几何形状(如底切、弯曲通道和薄壁)的模型
- 短期或快速周转生产
一些局限性包括:
- 与蜡模相比,3D 打印模型可能更脆,应小心处理。
- 需要使用可达到 700-900°C 的闪燃烧制炉。
- 请勿使用高压灭菌器对部件脱蜡,因为这会导致部件膨胀、翘曲和弯曲,并经常会使外壳破裂。
其他资源