
注:
Formlabs 已淘汰此材料,不再供货。有关其他 Formlabs 材料的信息,请访问 选择合适的树脂。
注:
Formlabs 已淘汰此材料,不再供货。有关其他 Formlabs 材料的信息,请访问 选择合适的树脂。
聚氨酯因其出色的降噪能力、耐化学腐蚀性和物理性能而得到广泛使用。通常情况下,聚氨酯部件需通过铸造或反应注射成型方法进行制造。PU Rigid 1000 Resin 通过混合化学成分方法开发而成,能够与 Formlabs SLA 打印机兼容。
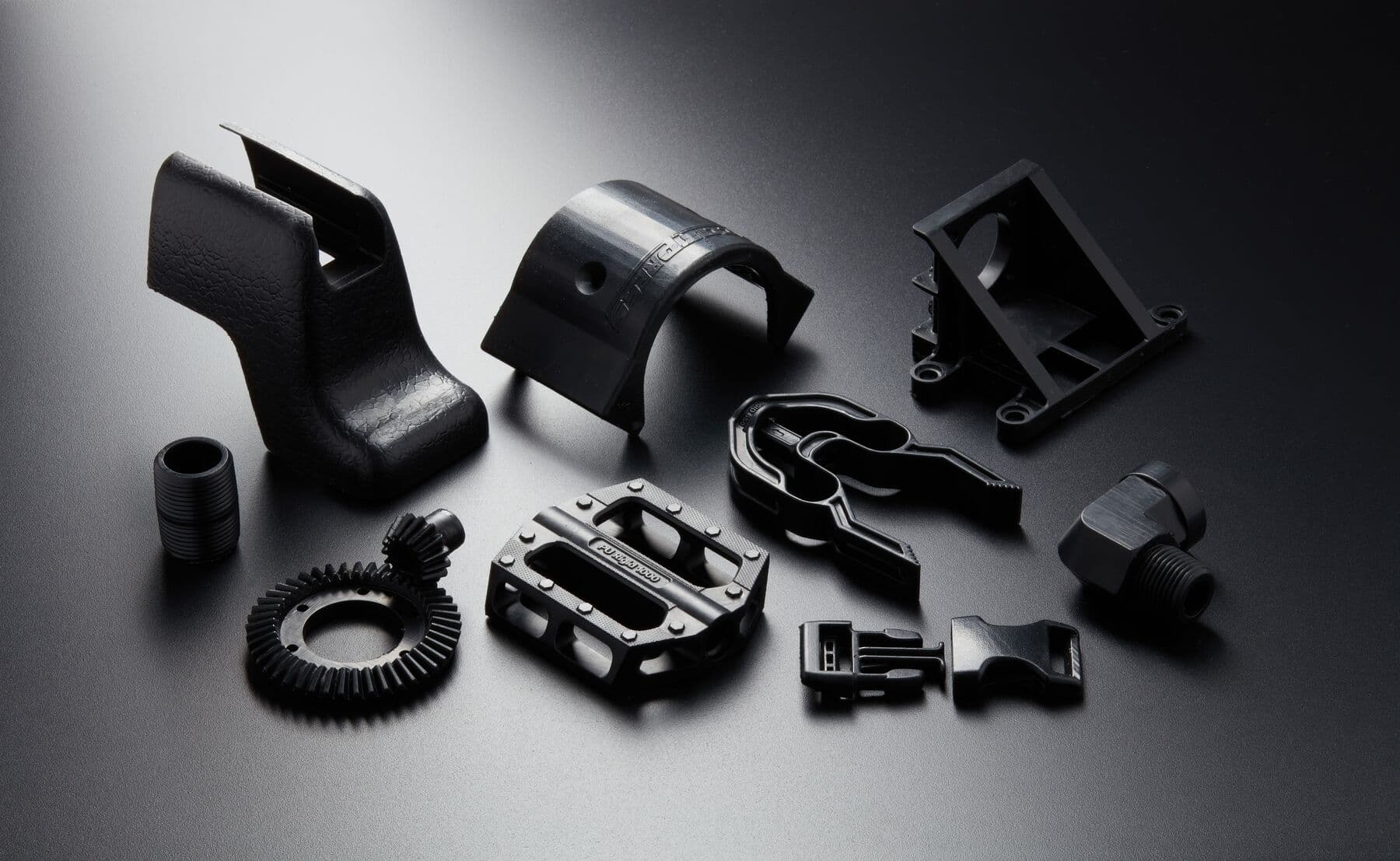
使用 PU Rigid 1000 Resin 打印的部件不仅具有极高的冲击强度,还兼具聚氨酯的物理性能,适用于严苛环境中的最终应用。
经评估,PU Rigid 650 Resin 和 PU Rigid 1000 Resin 是符合 ISO 10993-1 的可接触皮肤材料。
注:
如需进一步了解 PU Rigid 1000 Resin 的性能或特定材料属性,请参阅安全数据表 (SDS) 和 技术数据表 (TDS)。请始终参阅安全数据表并将其作为主要信息来源,以了解 Formlabs 材料的安全性能和处理方法。
建议用于:
不建议用于:
PU Rigid 1000 Resin 以 50 微米和 100 微米的精度进行打印。
与其他材料的对比
参见下表中关于相关材料属性的对比情况:
| PU Rigid 650 Resin | PU Rigid 1000 Resin | |
|---|---|---|
| 极限拉伸强度 (MPa) | 34 ± 3.4 | 35 ± 3.5 |
| 拉伸模量 (GPa) | 0.67 ± 0.06 | 0.92 ± 0.09 |
| 断裂伸长率 (%) | 170 ± 17 | 80 ± 8 |
| 弯曲强度 (MPa) | 22 ± 1.1 | 32 ± 1.6 |
| 弯曲模量 (GPa) | 0.57 ± 0.03 | 0.75 ± 0.03 |
| IZOD 冲击强度 (J/m) | 375 | 170 |
| 热变形温度 (HDT) @ 1.8 MPa | 59 | 64 |
| 热变形温度 (HDT) @ 0.45 MPa (°C) | 82 | 79 |
如要了解关于 Formlabs 树脂性能属性的更多信息,请访问材料性能数据库。

所需资源
由 Formlabs 制造的产品:
工作流程概览
注意:
请阅读 PU Rigid 1000 Resin 使用指南,并遵循 Formlabs 指南,以获得一致的高质量效果。
PU Rigid 1000 Resin 的工作流程比其他 Formlabs SLA 材料更复杂。Formlabs 建议购买 其他第三方用品,以确保使用聚氨酯树脂打印成功。
在打印和储存 PU Rigid 650 Resin 和 PU Rigid 1000 Resin 时,Formlabs 建议您使用干燥柜来改善气候和湿度的控制。
使用 PU Rigid 1000 Resin 打印时,有多种可行的工作流程,具体取决于您的需求和可用的资源。您既可以在干燥柜中打印,也可以在环境条件下打印,此外,还可以选择自动分配树脂(与其他 Formlabs 树脂相同)或手动填充树脂槽(不适用于 Form 2)。
| 工作流程 | 方法 | 优点 | 注意事项 | 使用时机 |
|---|---|---|---|---|
| 推荐 | 在干燥柜中自动填充 | 最佳效果和简便的工作流程 | 需要干燥柜 | 经常使用 PU Rigid 1000 Resin 打印 |
| 低成本 | 在环境条件下自动填充 | 低成本和简单 | 罐内寿命短 | 在环境条件下打印 |
| 已修改 | 在干燥柜中手动分配 | 延长树脂罐内寿命 | 需要干燥柜,可能需要微调 | 间歇性打印或重复打印同一部件 |
注:
如果选择使用推荐或改进版工作流程,在使用其他树脂打印时,可以将打印机保存在干燥柜中。所有的 Formlabs 树脂都可以在低湿度条件下成功打印。
适用期
PU Rigid 1000 Resin 对温度和水分较为敏感。树脂的运输包装为铝瓶,并配有一个空的树脂盒。铝瓶开启后,树脂的保质期约为一个月。
向树脂盒或树脂槽中倒入树脂后,空气中的水分将持续固化树脂,导致树脂的粘度增加,直至无法用于打印。树脂槽或树脂盒中树脂粘度处于可打印范围的时间段称为适用期。
| 相对湿度 | 树脂适用期 |
|---|---|
| 45% | 24 小时 |
| 30% | 2 天 |
| 15% | 3 天 |
| 5% | 7 天 |
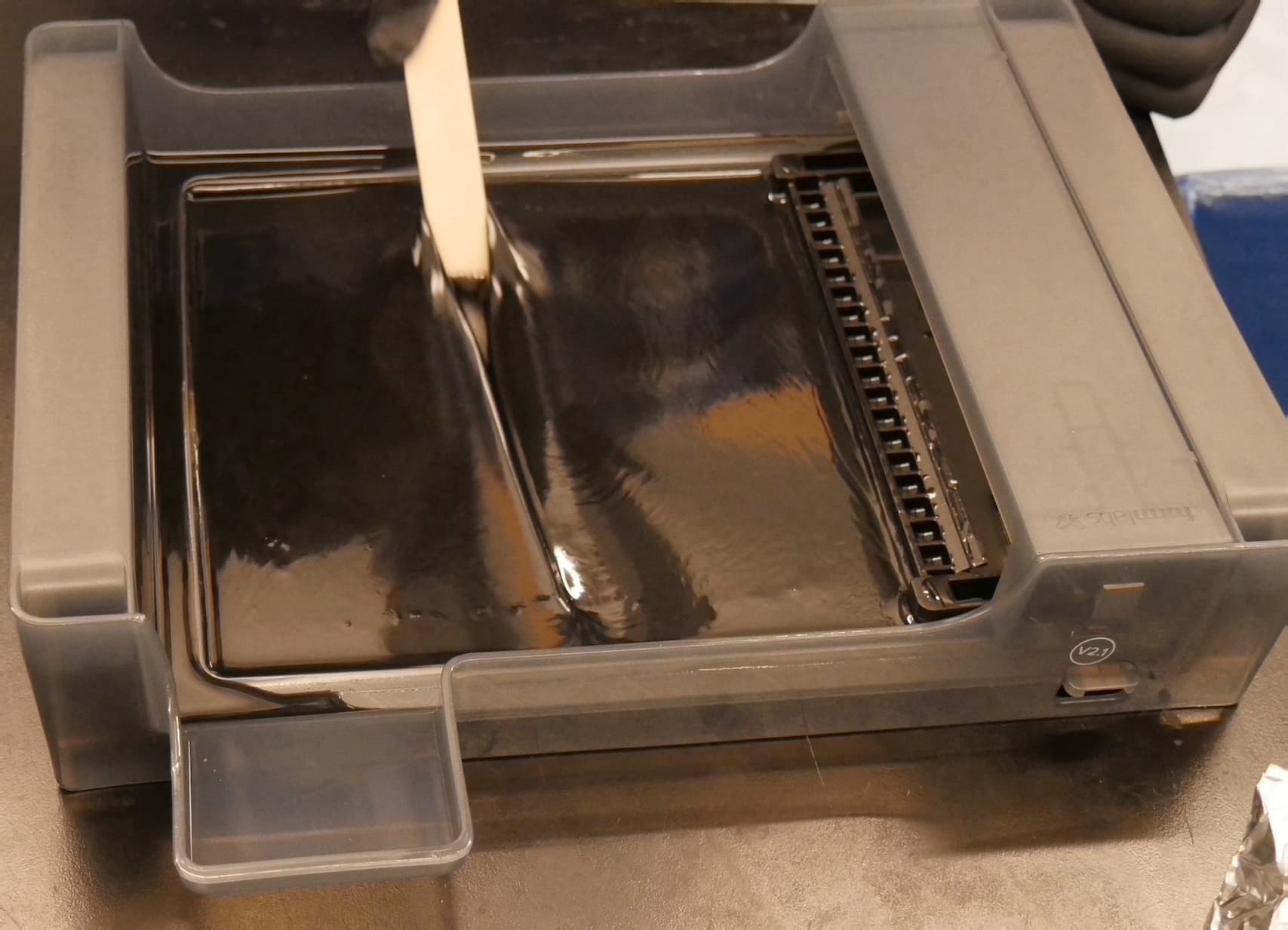
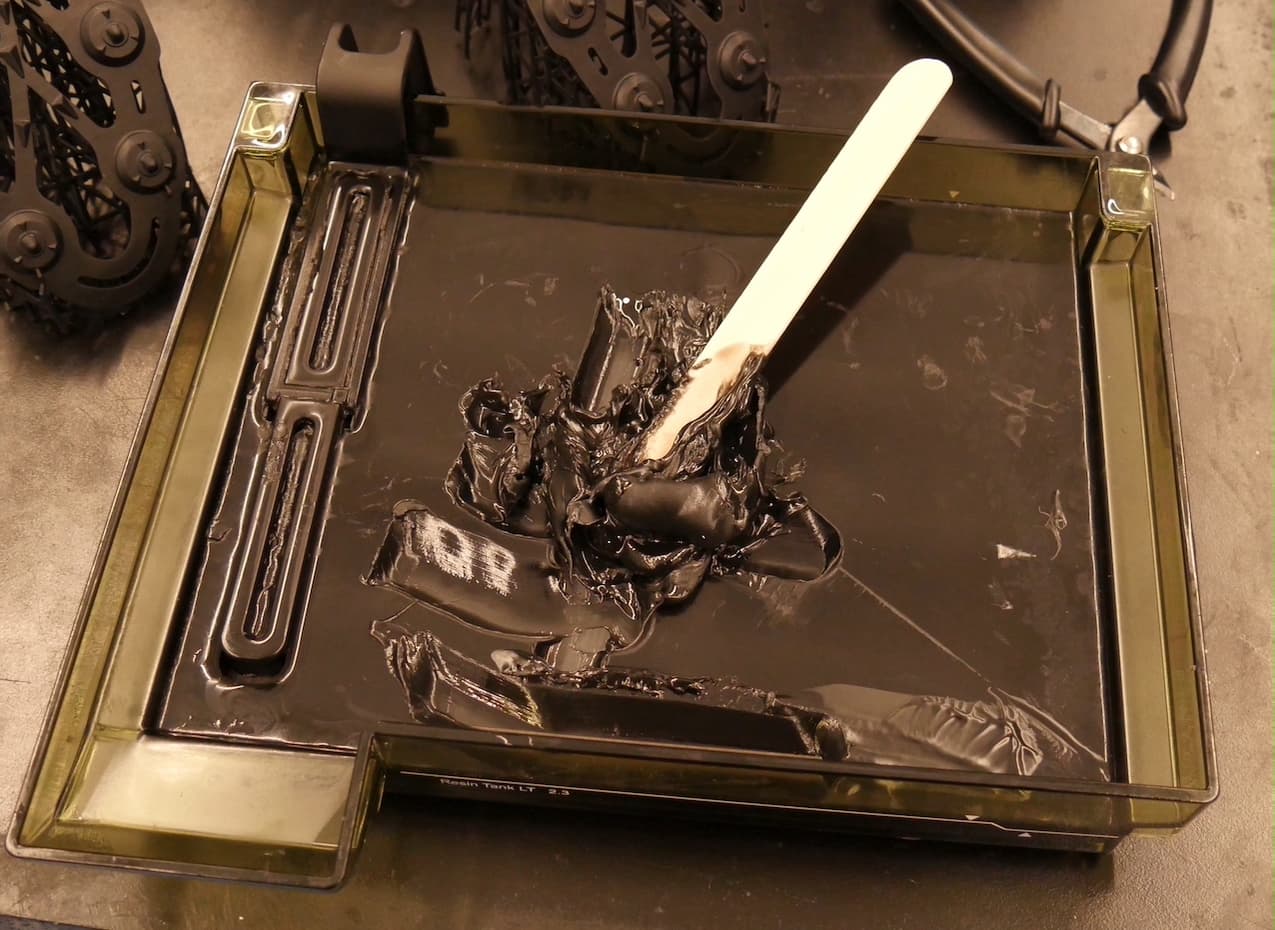
左:仍然可用的 PU Rigid 1000 Resin。右:不再可用的 PU Rigid 1000 Resin。
要确定树脂槽中的 PU Rigid 1000 Resin 是否可用,可以用抹刀或其他扁平的钝器在槽底搅动树脂。如果树脂流入工具移动留下的缝隙,则树脂仍然可用。另一种方法是使用蔡恩杯 5 号粘度计测定树脂的粘度是否超过 2000cPs。如果粘度超过 2000cPs,请更换树脂槽中的树脂或通过树脂盒加入新树脂。
准备使用 PU Rigid 1000 Resin 进行打印
在开始打印之前,请准备好您的树脂和打印机。
如果计划使用自动填充进行打印,请填充树脂盒:

如果您使用的是推荐或修改后的工作流程,请将打印机安装在干燥柜中:
使用 PU Rigid 1000 Resin 进行打印
注意:
为避免损坏设备,请查看文章挑选适用的树脂材料中的树脂槽兼容性表,以确认您使用的树脂槽与相应材料兼容。
注意:
使用这两种聚氨酯树脂打印的部件都能牢固地附着在构建平台上。Formlabs 建议将所有的部件打印在支撑结构上,以便从构建平台上去除部件并减少去除过程中部件的意外损坏。
清洗
注意:
请阅读 PU Rigid 1000 Resin 使用指南,并遵循 Formlabs 指南,以获得一致的高质量效果。
Form Wash 和 Form Wash L 会搅拌溶剂浴,并在设定时间后将部件从溶剂浴中取出。直接在构建平台上清洗打印部件,以防部件损坏。在 PGDA 中清洗部件两分钟,然后用压缩空气吹干部件上的溶剂。如有需要可重复操作。
在 PGDA 中清洗完成后,从构建平台上取下部件。小心地将去除工具或刮刀滑至基底的斜边下。从构建平台上慢慢剥离部件。用 PGDA 或异丙醇喷雾瓶清除构建平台上多余的液态树脂。
提示:
使用 Build Platform 2 进行打印,其打印表面便于移除部件。也可用吹风机或类似的设备轻微加热构建平台,以便去除部件。
可将部件在乙酸正丁酯中浸泡 15 秒以内,以加快 PGDA 的挥发速度。使用压缩空气吹掉部件上的多余乙酸正丁酯。请勿将 Form Wash 清洗桶用于乙酸正丁酯溶剂浴,因为该清洗桶尚未经过高浓度溶剂的测试。
将部件放在羊皮纸或类似的非粘性表面上,在环境条件下放置至少 24 小时,使所有剩余的 PGDA 挥发。确保在后固化前所有的溶剂已干燥,否则可能会影响表面光洁度。
注意:
聚氨酯树脂不应使用异丙醇 (IPA) 清洗,因为异丙醇可能会与打印件发生反应,导致材料性能下降。
后固化要求
PU Rigid 1000 Resin 必须在可调湿度固化室中进行后固化。有关推荐的第三方用品的更多信息,请参阅支持文档推荐工具和用品(聚氨酯树脂)。
PU Rigid 1000 Resin 的后固化周期比其他 Formlabs SLA 树脂更长。后固化时间取决于部件厚度。
在大多数情况下,Formlabs 建议在去除支撑结构后再进行后固化。如果对支撑结构进行后固化,则更难去除支撑。然而,由于原始状态下的材料强度较低且后固化时温度较高,一些几何结构容易在材料完全固化前出现下垂或轻微翘曲。具有相应几何结构的部件应在支撑结构上进行后固化。

对使用 Formlabs PU Rigid 1000 Resin 打印的部件进行后固化:
注:
某些 Anova Precision 可调湿度固化炉需要进行校准后,才能达到目标温度和湿度。使用温度计和湿度传感器监测固化炉内的温度和湿度。根据需要调整控制装置,使固化炉内温度达到 46 ºC 且相对湿度 (RH) 为 70%。
| 46ºC 和 70% 相对湿度 (RH) 下的后固化时间 | ||
|---|---|---|
| 部件厚度 | PU Rigid 650 | PU Rigid 1000 |
| 2mm | 3 天 | 3 天 |
| 3mm | 3 天 | 4 天 |
| 6mm | 4 天 | 5 天 |
| 9mm | 12 天 | 9 天 |
| 12mm | ~14 天 | ~14 天 |
多次打印
在两次打印之间,应维护树脂槽和 PGDA,以确保有效且一致的工作流程。
清洁树脂槽
在继续打印之前,Formlabs 建议检查树脂槽内部是否存在任何固化树脂或碎屑,以免影响后续打印。请参阅在 Form 3、Form 3+、Form 3B、Form 3B+ 和 Form 2 中检查树脂槽内部的说明。
更换或回收 PGDA
由于树脂固化,PGDA 溶剂最终会被固化的树脂颗粒饱和,从而失去清洗部件的效果。如果发现完成清洗后的部件上残留有固化树脂的小颗粒,Formlabs 公司建议您更换 PGDA 溶剂。一般来说,在打印和清洗部件所用的树脂量达到 10L,或 Form Wash 中的溶剂已使用数周后,便会开始出现这种情况。
可以用新的 PGDA 替换树脂浓度已饱和的 PGDA。也可从 PGDA 中滤除固态树脂颗粒,然后重复使用溶剂。过滤 PGDA:
注意:
请勿将液态或者半固化树脂倒入下水道或者与生活垃圾一起处置。请勿将含有树脂的丙二醇二乙酸酯 (PGDA) 倒入下水道或与生活垃圾一起处置。安全而适当地处置废 PGDA 的方法因地区而异。
其他资源