

3D 打印珠宝模型铸造流程介绍
珠宝商的工作方式正在发生变化,同时可浇注光敏树脂材料正在引领行业潮流。从独立设计师在自己的工作室进行概念设计和原型制造,到铸造厂提高产能和丰富产品种类,数字制造技术日益成为珠宝企业成功发展的关键。在本指南中,您将了解如何使用 Formlabs 打印机通过 3D 打印方式实现精美的珠宝饰品铸造。
3D 打印珠宝模型铸造流程介绍
珠宝商的工作方式正在发生变化,同时可浇注光敏树脂材料正在引领行业潮流。从独立设计师在自己的工作室进行概念设计和原型制造,到铸造厂提高产能和丰富产品种类,数字制造技术日益成为珠宝企业成功发展的关键。在本指南中,您将了解如何使用 Formlabs 打印机通过 3D 打印方式实现精美的珠宝饰品铸造。
什么是直接熔模铸造?
直接熔模铸造(或称失蜡铸造)是一种常见的模具制作技术,可用来制作各种金属材质的大小部件。5,000 多年前,工匠就利用铸造来处理多种材料,这种工艺是制作金属部件的最简单的方法。
在熔模铸造中,通过手工提取或 3D 打印的母模制作出空心模具。母模浸入耐熔的铸造材料中(也称“熔模”),变干变硬。蜡或 3D 打印模型燃尽,形成设计模型的阴模。铸造材料注入此空腔中,创造出最终部件。
繁琐精细的珠宝蜡模使用手工制作过于复杂,在当今受高需求和快时尚文化推动的市场环境中,手工制作饰品难以跟上节奏。先进的材料和价格合理的自用 3D 打印机(例如 Formlabs 打印机)正在改变珠宝制造商和设计师的工作方式,在桌面上即可实现工业级打印品质,同时简化了曾经需要数小时精细劳作才能实现的复杂几何图案的制作和适配。

要点
由 Formlabs 制造
- Formlabs 光固化立体造型 (SLA) 3D 打印机
- 真实铸造树脂,可铸造蜡 40 树脂,可铸造蜡树脂 PreForm 软件(免费)
- Finish Kit 或 Form Wash
由第三方提供
- Certus 的 Prestige Optima 铸粉
- 加热炉(732 °C 或 1400 °F)、真空熔模机和铸造系统,例如 Neutec J2R 对于室内燃尽,应主动进行通风换气,例如使用 Vent-A-Kiln 产品
有关使用 True Cast 树脂的更多信息,,请阅读我们的支持文档 。

1. 铸造设计
使用 RhinoGold、JewelCAD 或 3Design 等 CAD 软件,依照最佳实践将概念转化成 3D 打印模型。
参考产品:
True Cast Resin 是一种蜡填充材料,设计用于精致珠宝的精密铸造以及厚度达 5mm 的复杂工程组件制造。它能生产出具有卓越细节和光滑表面的高精度部件。
Castable Wax 40 树脂 :高含蜡量的直接铸造树脂,具有优异的铸造性,可适应石孔和雕刻等多种设计特征。
Castable Wax Resin :蜡含量不足、原始部件强度高的树脂,适用于超细结构,如金属丝花。
|
Castable Wax 40 Resin | True Cast ResinClear Cast Resin | |||
|---|---|---|---|---|---|
| 应用 | 丝线细工、轻质型珠宝和牙科应用 | 轻奢型至奢华型珠宝以及小型工程组件 | 厚度不超过 5mm 的轻奢型至奢华型珠宝、奖章、人偶和小型工程组件 | 厚度超过 3mm 的高要求工程应用 | |
| 兼容性 | Form 2 Form 3/+ Form 4 |
Form 2 Form 3/+ |
Form 4 | Form 2 Form 3/+ Form 4 |
避免熔模断裂
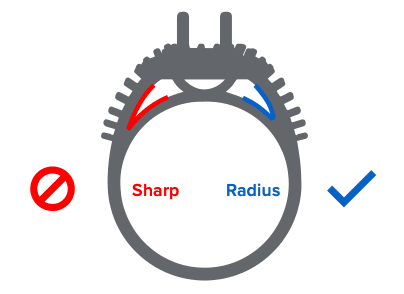
传统蜡模和 3D 打印树脂模型在设计上遵循很多共同的原则,例如光滑表面流动性的重要性。尽可能避免形成尖角或锐边。锐边不仅会增加液态金属混流,还会将模具中的膨胀应力集中。
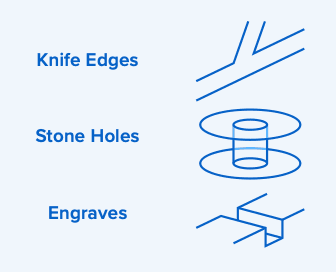
熔模断裂的痕迹用背部特征填充,例如铸件中的雕文和石洞。熔模断裂的同时,通常会伴随因熔模碎屑所导致的铸件表面粗糙或凹痕现象。
浇道
精密的浇道可以通过 3D 打印成型,以节省劳动力并改进细节区域的模具填充效果。设计的补给浇道应当笔直或朝向饰品方向逐渐收窄。
不应将加入到 PreForm 中的支撑用作浇道。如果要 3D 打印浇道,建议将其合并到 CAD 设计中。
3D 打印的补给浇道只能在难以放置蜡质浇道时使用,即,浇道连接的是树脂模型中无法达到的区域。实际的蜡浇道能够在熔化时让模型尽早接触到氧气,从而提升铸件的质量。
浇道连接点
树脂模型不会熔化,这意味着,有时重部件会意外地连接(并始终连接)到蜡浇道。在 CAD 模型中添加一个浇道连接点,就不会有在刚刚注入材料的铸造瓶砂箱中寻找 3D 打印模型的麻烦。这就像带底部孔洞的指环或者一个小空心柱一样简单,将其连接到浇口杆时,可以用蜡进行填充或包绕。

厚而大的部件
True Cast 树脂适用于打印和铸造厚度达 5 毫米的厚珠宝部件,如重级戒指,而 Castable Wax 40 树脂则可在模型的大多数地方满足截面达 4 毫米的要求。浇铸时,模型中的较厚区域越接近浇口,浇铸性能越好。请注意,对于几何形状厚度大于 3 毫米的大型部件的熔模铸造,Clear Cast Resin 也是一种选择。
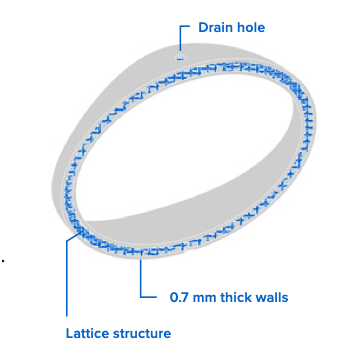
Castable Wax Resin 的坯体强度较高,因此该材料支持薄壁外壳的中空设计。这一对策可以实现燃尽期间熔模上膨胀力的最小化。厚度超过 3mm 的部件应加上外壳,且必须添加排水孔以便树脂能够从中空的模具内部流出。
对于使用 Castable Wax Resin 打印的中空外壳,Formlabs 建议壁厚为 0.7mm。还可以在内部加入晶格结构,以提高带外壳的大部件的处理强度。使用 Castable Wax Resin 创建中空的薄壁外壳模型时,应检查模型中接近(或小于)外壳最小壁厚 0.7mm 的两倍的区域。对外壳进行 CAD 操作可能无法接触这些区域,从而导致模型的部分区域过厚而无法进行铸造。过厚的部件会在燃烧期间因膨胀而开裂。
丝线细工
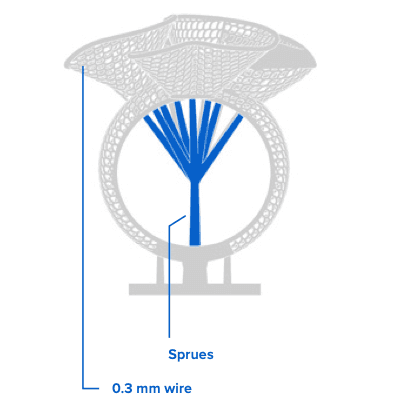
利用 Castable Wax Resin 的特殊细节特性,可以使用精细繁琐的丝线细工来创作饰品。这些细网丝颇具挑战,但通过审慎的浇道设计可以进行铸造。
打印细网丝的丝线直径可以精细到仅为 0.3mm。打印出来的细工丝线十分脆弱,很容易因去除支撑而损坏。尽可能将丝线细工部件设计为自带支撑。
在丝线细工设计中,3D 打印的浇道兼具“支撑”的用途,在铸造后即移除。为了避免材料在这些薄的槽道中凝结,可以添加一些浇道,用来为丝线细工网丝边缘上的大量点提供材料。
注:
不建议使用 Castable Wax 40 树脂和 True Cast 树脂来打印金属丝花,因为这些树脂的原始部件余量不足。
2. 打印和准备铸造部件
打印
珠宝造型可在 Formlabs 光固化立体造型术 (SLA) 桌面级 3D 打印机上单独或成批打印。
定向
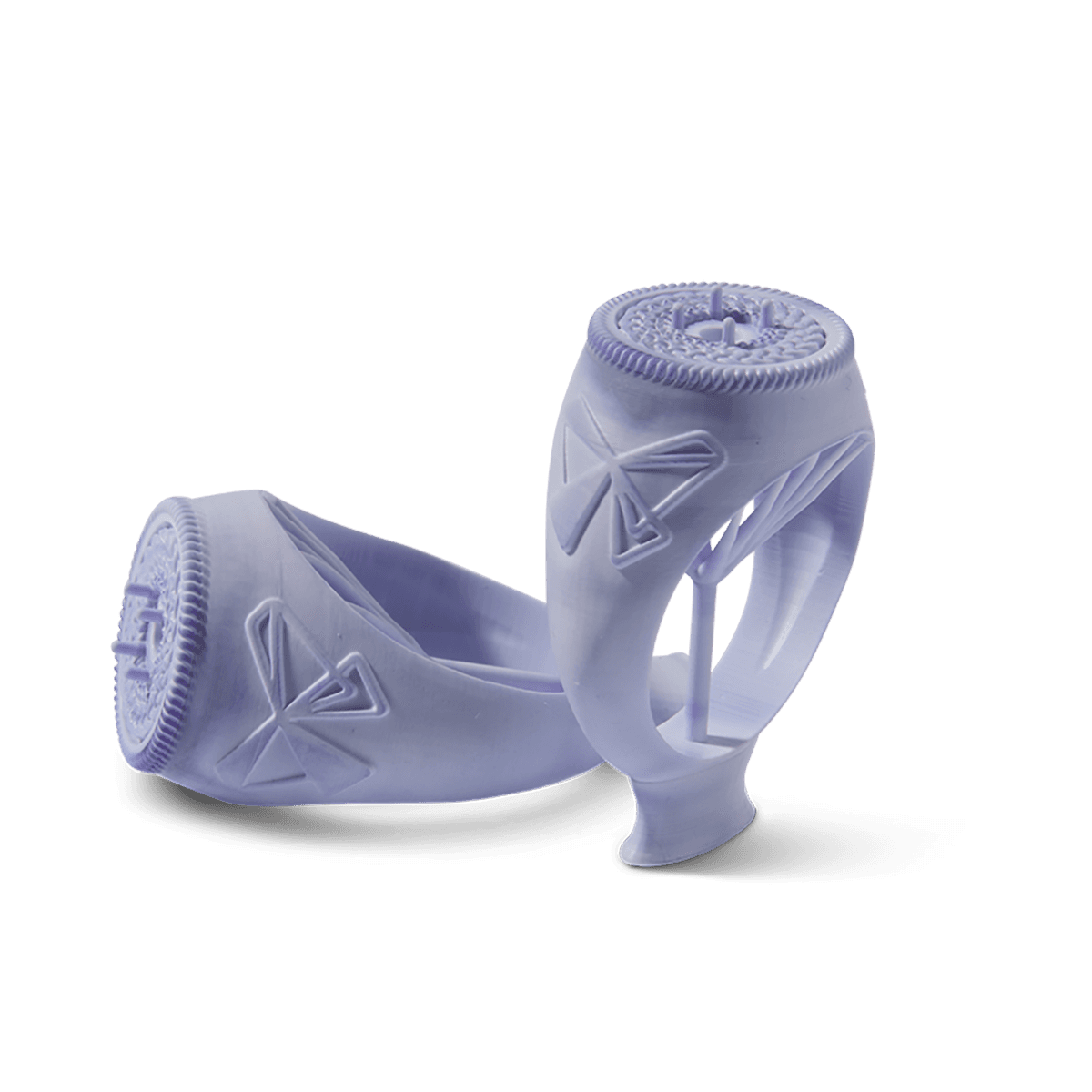
- 如果使用 Castable Wax 40 Resin 打印,建议在打印像图章戒指这种上重下轻的部件时,沿一个角而不是竖直方向定向和支撑,以获得最佳打印质量。
- 使用 Castable Wax Resin 打印轻重量饰品设计和部件时,则可以沿竖直方向打印。
- 对于用真正铸造树脂打印的圆环和其他小部件,应垂直定向,以尽量减少支撑接触点。对于全部其他模型,相对于 Build Platform 定向 30-45 度。
将上重下轻的部件以一定角度定向,以获得最佳效果
清洗
使用 90% 以上的异丙醇 (IPA) 彻底清洗部件,对于获得洁净铸件至关重要。过多的未固化树脂会妨碍熔模固化,导致铸件缺陷。
使用 IPA 彻底清洗部件去除残留树脂后,让部件完全干燥。利用压缩空气确保所有 IPA 挥发干净,然后再进行后固化处理和铸造。如果部件在清洗和干燥后仍有粘滞感,需更换 IPA。
有关清洗时间,,请访问我们的内部支撑页面 。
固化
除非部件未彻底清洗,否则即使进行后固化处理,铸造效果也不会有所改善。如果在拼接时出现部件破损,可选择后固化部件,以增加把手强度。如果部件脆弱易碎,建议在去除支撑后进行后固化处理。原始部件的柔韧性更好一些,在您剪除支撑时,不太容易损坏。后固化部件完成后,可使用 1000 号砂纸打磨剩余的触摸提示。
关于后固化时间和设置,查看 Form Cure V2 ,查看 Form Cure V1。
注:
对部件进行后处理后,部件会有轻微程度 (<1%) 的收缩。
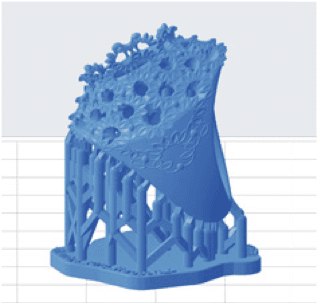
3. 构建浇注树
利用粘滞的浇注蜡将经过后处理的打印件与蜡浇道的主体连接在一起。使蜡熔化,以便在各个打印模型与其自身的浇口之间形成平滑的连接。

将较厚的部件排列在树的底部,较薄的部件排列在树的顶部。与传统蜡树相比,3D 打印部件可能要求部件间距稍大一些。如果铸造薄外壳大部件,应确保用蜡填充所有排水孔,以防止包埋材料进入打印件中。
铸造屏障
Formlabs 不建议将 3D 打印的 modèle 浸入 "铸造屏障 "覆膜层。加热期间,铸造屏障膜会妨碍树脂的失蜡过程。
注:
打印的树脂模型不会熔化。如果难以将打印件连接到蜡浇注树上,可尝试使用少量的强力胶或快速固化环氧树脂。也可以在模型中增加浇注连接点。
4. 准备模具
以下是准备熔模铸造瓶模具的标准过程:利用真空包埋机有助于均匀混合、除气,轻松、干净地注入包埋材料。不过,也可以使用单独的混合器和真空箱。


1. 将铸造瓶连接到浇道底座上。如果铸造瓶有穿孔,请使用透明包装胶带将铸造瓶包裹起来,以盛装包埋材料。
2. 按照制造商的说明指示,将包埋粉与冷却的蒸馏水混合。
提示:
先在蒸馏水中溶入硼酸(水重量的 1%),然后再加入包埋粉进行混合,以提高模具强度。
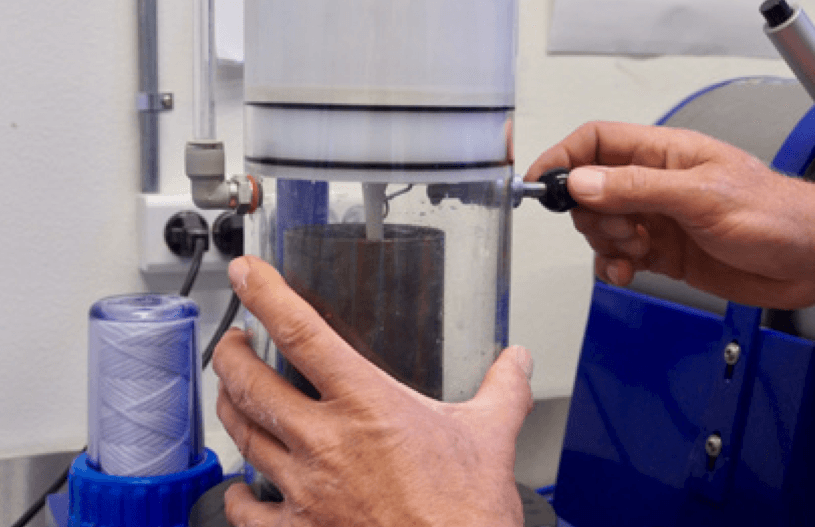
3. 沿铸造瓶的一侧缓慢注入包埋料,避开模型树。平稳顺畅地注入不易形成气泡。使用真空箱抽出铸造瓶中的气泡。等待包埋料变硬变干。
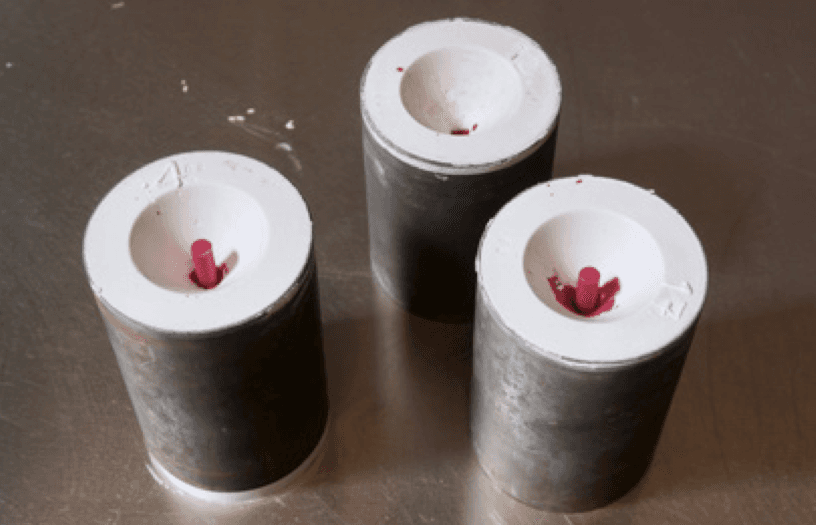
4. 小心地将橡胶浇道底座从铸造瓶中移走,在无振动的环境中放置 2–6 小时。请遵循包埋料制造商的安全建议。建议戴上
防尘口罩或面罩。包埋材料选项
Formlabs 推荐使用 Certus Prestige Optima 珠宝树脂来铸造 True Cast Resin、Castable Wax 40 Resin 和 Castable Wax Resin。Castable Wax 40 Resin 在包埋材料的选择上有更大的自由度。如果铸造特别难做的设计,应考虑使用更强的磷酸盐粘结包埋熔模材料,例如 Nobilium Microfire。使用替代包埋材料时,应结合制造商的燃尽建议。
5. 燃尽和铸造
请根据包埋料的使用说明、铸造瓶大小和打印材料量进行相应调整。
Formlabs 建议使用通风良好的加热炉(带进气口和排气口),以保证整个加热室空气流动充分,安全地燃尽所有挥发的树脂材料。
短时燃尽
显著缩短的燃尽时间(4 至 8 小时)仅限于轻型几何形状和强磷酸盐粘结投资材料。使用磷酸盐粘结包埋材料时,无论搭配哪种 Formlabs 铸造树脂,都能更快速地燃尽。
提示:
- 通风固然重要,但也会降低加热炉的温度。监视加热炉和铸造瓶的温度并调整操作过程,制定适合所用设备的燃尽时间表。
- 如果使用主动式通风设备,应尽可能增大吸力,以增加整个加热炉中的气流。
- 若加热炉中装满了铸造瓶,则每个铸造瓶的燃烧效果会降低。连接一个制氧机,或者将气流管降低到加热炉的位置,以增加气流。
铸造
从熔炉中移除模具和浇铸金属。离心或真空铸造机,如 Neutec J2R(美国)和 Indutherm MC 系列(欧盟),使用简单,高度可控。铸造结束后,小心地将模具放入水中急速冷却,并洗掉包埋材料。
贵金属兼容性
Formlabs 已经对真铸树脂、可铸蜡 40 树脂和可铸蜡树脂 modèle 的金、银和青铜铸件进行了测试。金属兼容性是包埋材料的最重要特性。不同的金属对包埋材料的耐热程度有不同要求。
Formlabs 直接铸造树脂至少需要 732 °C 的温度才能完成燃尽。如果您不确定树脂与特定投资的兼容性,请咨询制造厂商。


将铸造瓶放到通风良好的燃烧炉中。
真空或离心铸造可以提升较薄细节区域的填充效果。
将铸造瓶浸入水中进行快速淬火和剥离。
6. 燃尽时间表
Formlabs 提供用于珠宝熔模铸造的 True Cast Resin、Castable Wax 40 Resin 和 Castable Wax Resin。Castable Wax 40 Resin 可提高燃尽时间表的灵活性,对于树脂铸造新手而言,其使用要求也更宽松,易于掌握。Castable Wax Resin 则需更严格地遵守燃尽指导原则和几何形状限制,才能获得高质量的铸造结果。
每种材料的建议时间表如下所示(搭配 Certus Prestige Optima 或与之相当的包埋材料时)。
True Cast Resin
在我们的熔模铸造树脂使用指南中,您可以查看根据熔模和金属所需的时间和温度明细。
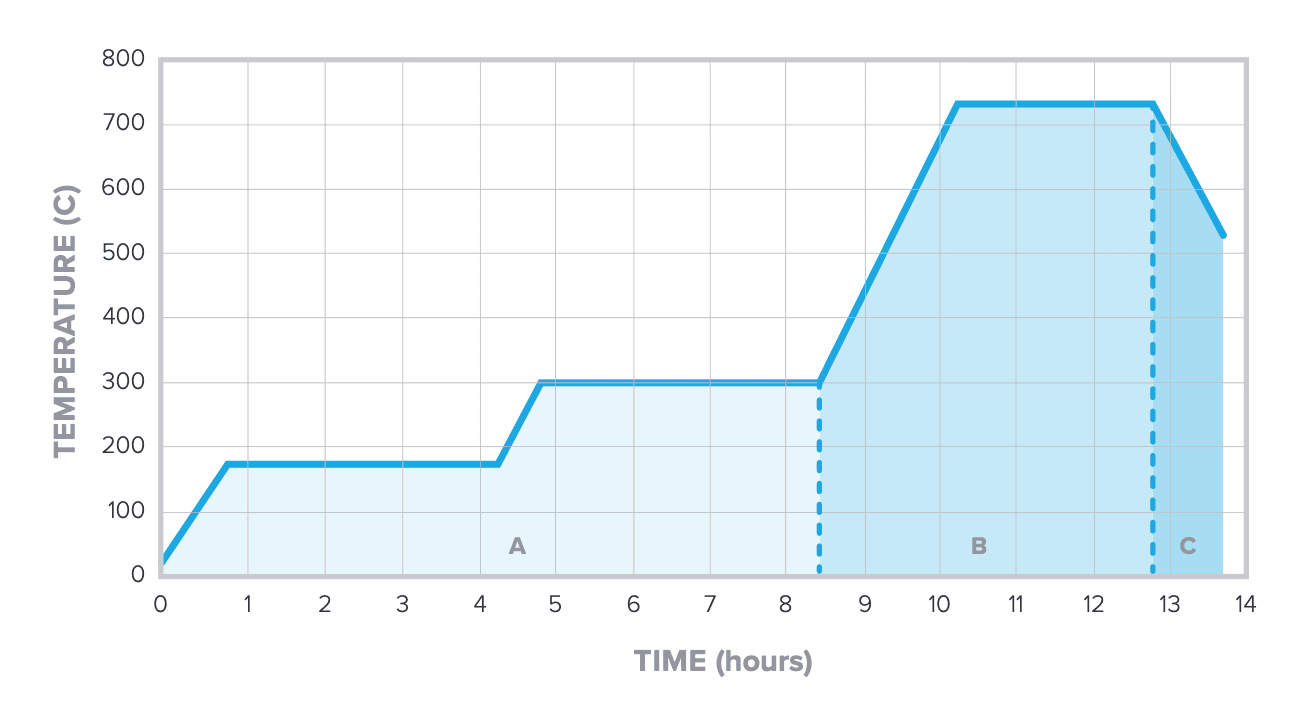
Castable Wax 40 Resin
|
阶段 |
时间 |
进程 °C |
进程 °F |
|
|
热烘干铸造瓶 |
180 分钟 |
55 °C |
131°F |
|
|
A |
升温/降温 |
48 分钟 |
2 °C/min |
3.6°F/分 |
|
保持恒温 |
180 min |
150 °C |
302°F |
|
|
升温/降温 |
75 min |
2.0 °C/min |
3.6°F/分 |
|
|
保持恒温 |
108 min |
300°C |
572°F |
|
|
B |
升温/降温 |
108 min |
4.0 °C/min |
7.2°F / min |
|
保持恒温 |
180 分钟 |
732 °C |
1,350°F |
|
|
C |
升温/降温 |
44 分钟 |
5℃/分 |
-9°F/分钟 |
|
铸造时段 |
最多 2 小时 |
预期铸造温度 |
预期铸造温度 |
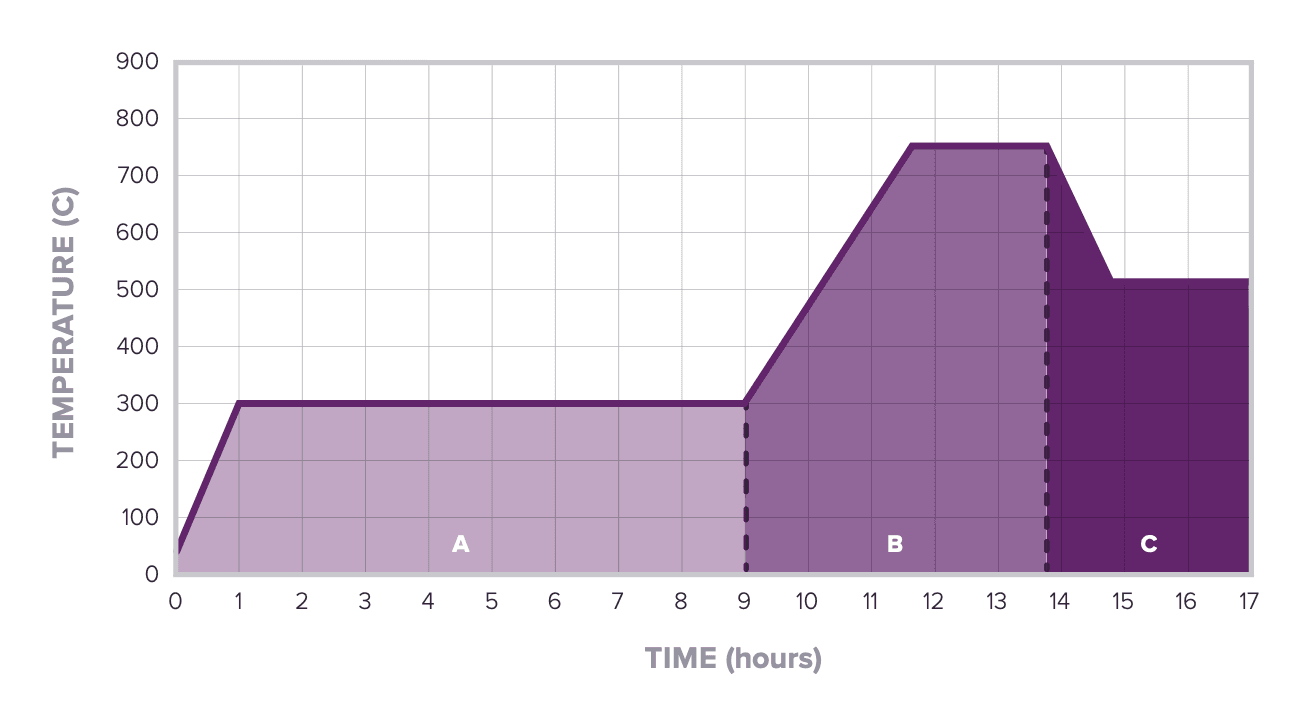
Castable Wax Resin
|
阶段 |
时间 |
进程 °C |
进程 °F |
|
|
A |
放入容器 |
0 分钟 |
21°C |
70°F |
|
升温 |
60min |
4.7°C/分 |
8.4°F/min |
|
|
保持恒温 |
480 分钟 |
300°C |
572°F |
|
|
B |
升温 |
100 分钟 |
4.5℃/分 |
8.1°F/min |
|
保持恒温 |
180 分钟 |
750°C |
1,382°F |
|
|
C |
降温 |
60min |
-4.0°C/分钟 |
- 7.1°F/min |
|
铸造时段 |
最多 2 小时 |
预期铸造温度 |
预期铸造温度 |
铸造故障排查
|
问题 |
原因 |
解决方案 |
|
附近的孔洞或雕刻被填满,表面出现凹坑 |
树脂热膨胀产生的力使 熔模局部断裂。 |
降低加热炉升温速度。 |
|
使用 CAD 软件在模型的尖角处添加圆角。 |
||
|
使用 CAD 软件减少雕文特性的深度。 |
||
|
升级到 Castable Wax 40 Resin(如果正在使用 Castable Wax Resin)。 |
||
|
添加硼酸以提高熔模强度。 |
||
|
金属飞边 |
熔模过脆,因树脂整体热膨胀而破裂。 |
降低加热炉升温速度。 |
|
加大树脂模型之间的距离。 |
||
|
减少与包埋料混合的水的比率。 |
||
|
增加包埋后的固化和强化时间。 |
||
|
考虑换用包埋材料。 |
||
|
粗糙表面(无明显投资破损) |
在液态蜡消融前,树脂因加热过度而沸腾。 |
降低加热炉升温速度,延长低温恒定时间。 |
|
氧气不足,燃烧不充分。 |
增加燃烧炉中的气流。 |
|
|
为问题区域增加连接到主浇口的蜡浇道。 |
||
|
借助轻微的真空压力清空铸造瓶,然后进行铸造。 |
||
|
树脂系统的树脂横截面过厚,燃烧期间部件被模具壁抵住。 |
Castable Wax 40 Resin:
Castable Wax Resin
|
|
|
铸造时有小气泡 |
包埋料过黏。 |
增加与包埋料混合的水的比率。 |
|
包埋料处理时间过短,未排净铸造瓶中的气体。 |
使用冷水混合包埋料。 |
了解更多关于数字化珠宝制作的信息
Formlabs SLA 3D 打印机的无缝打印流程、精度和光滑的表面光洁度使您可以直接从设计过渡到生产。无论是使用 3D 打印为客户制作试戴珠宝,准备铸造定制珠宝,还是制作可重复使用的珠宝模具母模,Formlabs 均可提供适用材料。探索 Formlabs SLA 3D 打印机以了解更多信息,或联系销售以找到适合您应用的解决方案。

珠宝和铸造厂资源
了解如何将 3D 打印技术引入您的工作流程。下载
免费白皮书,观看网络研讨会,并阅读有关珠宝 3D 打印工作流程的指南。