
注:
Formlabs 已淘汰此材料,不再供货。有关其他 Formlabs 材料的信息,请访问 选择合适的材料。
注:
Formlabs 已淘汰此材料,不再供货。有关其他 Formlabs 材料的信息,请访问 选择合适的材料。
陶瓷应在窑炉或熔炉中烧制,在此过程中,聚合物基体会燃烧殆尽,模型则会转变为二氧化硅陶瓷部件。
使用 Ceramic Resin V1 创建烧制陶瓷部件需要特殊设备,包括可使用 8 号锥(1271°C)或更高温度的窑炉/熔炉,并配有主动式外部通风和数字时间/温度控制。Formlabs 提供了烧制方案,并对烧制过程的每个阶段进行了说明。烧制后,涂抹高温釉。可将这些说明作为指导原则,且在某些情况下修改工作流程后的效果可能会更好。
Ceramic Resin V1 的打印成功率低于标准 Formlabs 材料,因此需要比其他 Formlabs 产品更高的技能和注意力。Ceramic Resin V1 对部件设计和打印计划有特殊要求。某些模型需要进行修改才能烧制良好。
注:
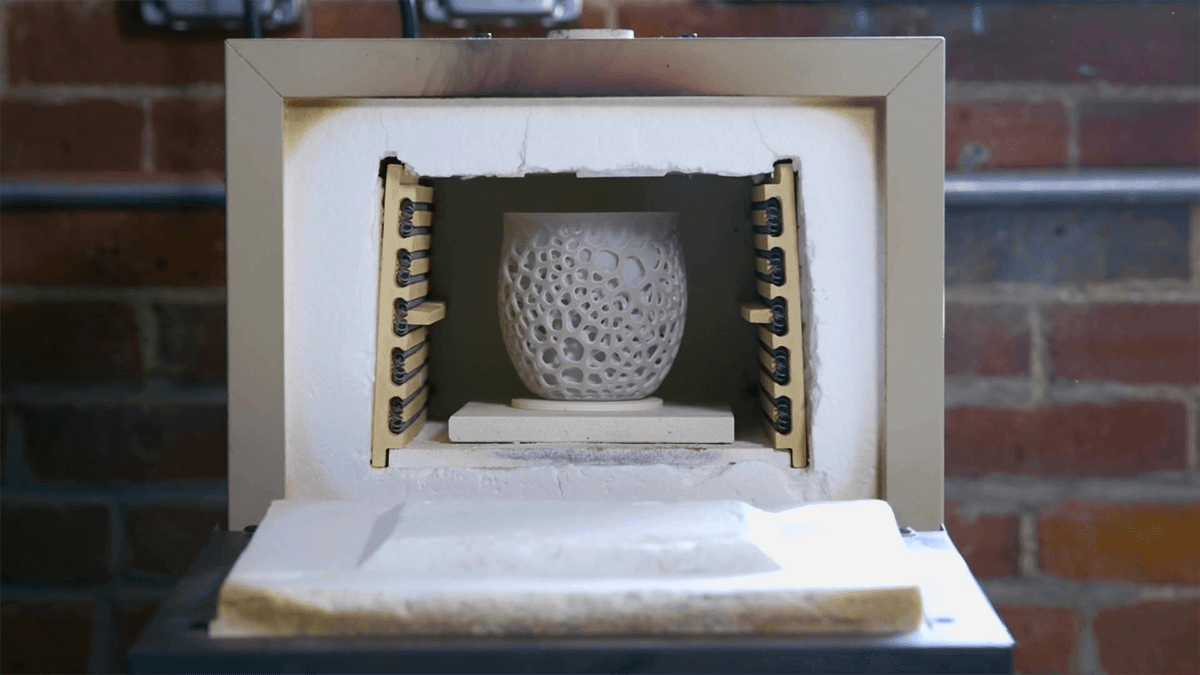
将 Ceramic Resin V1 打印件放入主动通风的窑炉中烧制,烧制温度至少为锥 8,以烧尽材料中的光敏聚合物,制成全陶瓷的最终部件。
如果部件未按预期成型,请参考故障排除原因和解决方案列表。
烧制方案和说明
| 总时间(分钟) | 升温时间(分钟) | 温度(°C) | 阶段 |
|---|---|---|---|
| 0 | 0 | 0 | Ramp 1(升温 1) |
| 240 | 240 | 240 | |
| 720 | 480 | 240 | Burnout Hold(烧尽保温) |
| 780 | 60 | 300 | |
| 840 | 60 | 300 | |
| 1173 | 333 | 1271 | Ramp 2(升温 2) |
| 1178 | 5 | 1271 | Sintering Hold(烧结保温) |
| 1238 | 60 | 900 | Cool Down(冷却) |
| 1688 | 450 | 0 |
第 1 个斜坡
在第 1 个斜坡阶段,部件将加热至 240°C 以进行烧结。
燃烧
Ceramic Resin V1 以聚合物基体进行打印,在燃烧阶段将其去除。在烧制温度(240°C)下,陶瓷颗粒尚未熔合,松散地结合在一起形成粉体。
燃烧阶段应足够长,以便完全去除聚合物基体。部分燃烧会导致在升温阶段蒸汽压力升高,蒸汽逸出时会导致出现裂纹和变形。较薄的壁(小于 6mm)烧尽所需时间较短,往往具有最佳的表面质量和精度。非常厚的截面(厚度大于 10mm)需要很长的燃烧时间。
根据烧制部件的最大截面厚度设置 Burnout Hold(Burnout 保持时间)(240°C 下的时间)。部件可以在 Burnout Hold(固化停顿)温度下额外停留一段时间,而不会出现问题。在 300°C 下短暂二次保持可确保在升温 2 之前烧尽所有聚合物。
提示:
例如,最大壁厚为 15mm 的部件应在 240°C 下保持 15 小时,然后在 300°C 下保持 1 小时。壁厚最大为 4mm 的部件应在 240°C 下保持 4 小时,然后在 300°C 下保持 1 小时。
第 2 阶段
第 2 阶段是烧结前的升温阶段。Formlabs 建议将升温速率设置为每分钟 3°C,以便均匀加热部件。
壁厚变化较大的部件可通过降低升温速率来获得更好的打印效果。设计为整个部件壁厚均匀的部件可以更快地进行斜坡处理。
烧结
在烧结过程中,Ceramic Resin V1 中的二氧化硅颗粒熔合在一起,形成固体部件。颗粒变成半液体状态,使其能够收缩在一起,变得更加致密。Ceramic Resin V1 在烧结过程中会收缩 15%,密度高达 90%。
当 Ceramic Resin V1 正确烧结后,材料会变得略微半透明且防水。使用 Ceramic Resin V1 打印的部件在 1250°C 至 1300°C 的温度下烧制。Formlabs 建议在 1271°C 下保持 5 分钟。降低最高温度或保温时间会使部件更加多孔,玻璃化程度降低。
如果需要特定尺寸,请通过缩放模型来补偿收缩。请参阅设计指南,了解有关如何正确缩放和支撑模型的更多信息。
冷却
在最高温度和 900°C 之间,以窑炉的自由降温速率冷却。快速冷却阶段可限制额外的塌陷。在 900°C 至室温之间以每分钟 2°C 的受控速率冷却,以避免结构开裂。
提示:
许多窑炉的自然冷却并非线性。编程最后一步,以确保冷却速率恒定。
上釉说明
对 Ceramic Resin V1 打印件进行上釉处理,使其触感光滑。如果使用餐具安全釉料,成品部件可以接触食品。虽然 Ceramic Resin 烧制到锥 8 通常是防水的,但除非上釉,否则不被视为餐具安全。Formlabs Ceramic Resin V1 可与高温釉料搭配使用。在烧制的陶瓷素坯上刷涂两层薄釉,每层釉料之间要充分干燥。
其他资源