
注:
Formlabs 已淘汰此材料,不再供货。有关其他 Formlabs 材料的信息,请访问 选择合适的材料。
注:
Formlabs 已淘汰此材料,不再供货。有关其他 Formlabs 材料的信息,请访问 选择合适的材料。
Ceramic Resin V1 是 Formlabs 材料库中的一种独特材料。Ceramic Resin V1 是一种为 Form 2 设计的复合树脂。Ceramic Resin V1 旨在窑炉或熔炉中烧制,在烧制过程中,聚合物基体会燃烧殆尽,模型则会转变为二氧化硅陶瓷部件。通过使用 Ceramic Resin V1 进行 3D 打印,您可以制造出无法铸造的复杂陶瓷物体。烧制后,Ceramic Resin V1 具有:
*加热过快时,部件可能无法稳定承受热冲击,并可能在高温环境中开裂。缓慢加热 Ceramic Resin V1 打印部件,以保持部件的耐热性。
与标准 Formlabs 材料相比,Ceramic Resin V1 的打印成功率较低,因此需要比其他 Formlabs 产品更高的技能和注意力。
Ceramic Resin V1 对部件设计和打印规划有特殊要求。某些模型需要进行修改才能烧制良好。请遵循以下指南,成功打印和烧制部件。为了随着时间的推移提高打印成功率,在使用 Ceramic Resin V1 打印件进行设计、打印、烧制和上釉时,应不断进行迭代和试验。
在 Form 2 中,Ceramic Resin V1 可在 50 和 100 微米打印层厚下进行打印。
设备和用品
所需设备:
推荐用品:
注意:
如果液态树脂接触到 Form 2 的机罩,Ceramic Resin V1 会损坏机罩的外观。考虑打印挡板,安装在树脂槽上,以保护盖子免受 Ceramic Resin V1 的影响。贴上透明的背胶塑料薄膜,以保护机罩内部。仅使用肥皂和水进行清洁。
设计指南
请阅读并遵循 设计指南,以便在使用 Ceramic Resin V1 打印部件时取得成功。
打印概览
阅读所有指南后,在使用 Ceramic Resin V1 开始打印时,请查看此打印前清单。跳过以下一个或多个步骤可能会导致打印失败:
Ceramic Resin V1 可在 Form 2 上以 50 和 100 微米的打印层厚进行打印。
仅可使用标准 Resin Tank 进行打印。Ceramic Resin V1 与 Resin Tank LT 不兼容。
部件尺寸
考虑使用 Ceramic Resin V1 成功打印所需的独特几何和尺寸要求。有关部件设计的具体信息,请遵循 设计指南。
Ceramic Resin V1 最适合打印小型和薄型部件。烧制部件的壁厚应在 2-10mm 之间。较厚的截面在烧制的烧结阶段更容易开裂,在打印过程中更容易从支撑结构上撕裂。
提示:
部件体积应小于 100mL,壁厚应尽可能薄,以最大限度地提高打印成功率。
部件比例
在打印前缩放所有部件,以考虑烧制过程中的收缩。缩放 Ceramic 打印件:
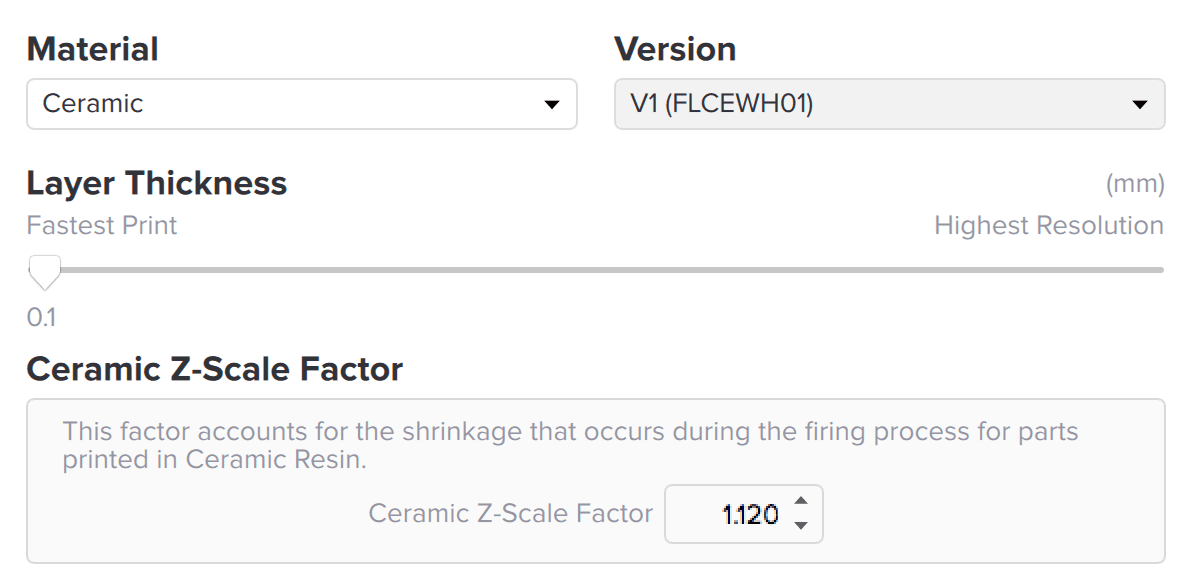
PreForm 包含用于在打印前缩放 Ceramic Resin V1 部件的独特设置选项。在 Print Setup(打印设置)菜单中选择 Ceramic Resin V1 后,设置 Z-Scale Factor(Z 轴缩放系数)。在缩放整体部件尺寸之前,先缩放 Z 轴。
Ceramic Resin V1 可能需要进行实验才能制造出尺寸精确的烧制部件。收缩量会随着烧制方案的变化而变化。记录 PreForm 中使用的 Z 轴缩放系数和全局缩放设置。测量每个烧制部件的尺寸,然后迭代并调整后续打印的比例系数,以优化烧制部件的最终尺寸。
支撑
由于含有二氧化硅,Ceramic Resin V1 比其他树脂重,在原始(未烧制)状态下更易碎。Ceramic Resin V1 比其他 Formlabs 树脂需要更多的支撑。
默认支撑设置通常适用于小型物体。较大的物体可能需要更大的支撑接触点和更高的支撑密度,尤其是对于横截面较厚的部件。对于非常小的物体,可以通过减少支撑接触点的数量或缩小支撑接触点的尺寸来实现打印。
打印并移除支撑结构后,用 #120 砂纸打磨部件表面,以去除支撑痕迹。打磨后的支撑接触点在素烧过程中消失
混合
Ceramic Resin V1 含有硅填充物。与其他 Formlabs 材料相比,存放在树脂盒或树脂槽中的硅石填料会随着时间的推移而分离和沉淀。在每次打印前,混合树脂槽和树脂盒中的树脂。因此,请定期过滤树脂中的碎屑以提高打印质量。
剧烈摇晃树脂盒一分钟。如果树脂盒闲置数天未使用,沉淀的填充物可能会堵塞咬阀。确保通气帽已关闭,然后用牙签轻轻穿过阀门上已有的缝隙,清理开口。树脂盒中的树脂混合不充分会导致树脂中的陶瓷含量不一致,从而导致树脂盒中第一次打印和最后一次打印的收缩率不一致。
提示:
为防止在长期存放期间咬阀堵塞,应水平放置 Ceramic Resin V1 树脂盒,标签朝下。
树脂槽
Ceramic Resin V1 会沉积在树脂槽中,必须充分混合才能成功打印。每次打印前,从打印机中取出树脂槽,使用刮板或刮刀工具充分混合树脂槽中的树脂。
构建平台附着力
Ceramic Resin V1 需要构建平台表面粗糙才能正确附着。Ceramic Resin V1 中的颗粒会在打印过程中腐蚀粗糙表面,随着时间的推移会降低部件的附着力。在每次打印前,用 180 号砂纸牢牢刮擦构建平台,以保持金属板表面粗糙。如果出现过度附着,或者使用 Ceramic Resin V1 打印的部件过于难以从构建平台上移除,请使用更高粒度的砂纸打磨金属板,以降低附着力。
注意:
切勿直接在构建平台上使用 Ceramic Resin V1 打印部件。使用 Ceramic Resin V1 打印时,务必使用打印基座和支撑结构。
清洗和干燥
在异丙醇中清洗打印部件 5 分钟。为防止松脱的陶瓷颗粒黏附到非陶瓷部件上,请使用单独的清洗桶。Ceramic Resin V1 无需进行后固化,但部件在烧制前必须完全干燥。烧制前,使部件干透。

烧制和施釉说明
故障排查
为获得最佳效果,请遵循设计、打印、烧制和上釉的指导方针。
即使使用一致的工艺和设置,每个打印部件都是独一无二的,结果也无法保证。在向 Formlabs 请求支持之前,请拍摄照片并创建过程文档,以协助故障排查。记录设计、打印和烧制过程中所用的工艺、步骤和设置中的一致性和变化。
如果部件未按预期打印,请考虑故障排查原因和解决方案列表。
| 问题 | 原因 | 解决方案 |
|---|---|---|
| 打印 | ||
| 打印未开始或树脂未正确分配 | 树脂粘度过高,无法流入树脂槽 树脂盒已沉淀或阀门堵塞 | 打印前摇晃树脂盒并清理阀门 |
| 打印过程中部件从支撑结构上断裂 | 支撑不足(或) 横截面积过大 | 增加支撑接触点尺寸 增加支撑密度 |
| 打印过程中基座从构建平台上脱落 | 构建平台过于光滑 | 使用 180 号砂纸重新打磨构建平台 |
| 基座过度粘附在构建平台上 | 构建平台过于粗糙 | 使用 400 号砂纸打磨构建平台 |
| 打印完全或部分失败 | 固化树脂的层或碎片粘附在树脂槽底部 树脂槽中的颗粒 | 过滤树脂槽中的树脂 |
| 烧制 | ||
| 烧制或生坯部件的内角处出现裂缝 | 内角过尖锐 | 部件的角处需要更大的圆角 |
| 未烧制的部件有明显的线条,烧制时会开裂 | 打印过程中长时间暂停导致树脂沉淀 | 打印前清理树脂盒阀门并充分摇晃树脂盒 避免打印中断 |
| 烧制过程中部件塌陷或碎裂 | 壁厚过薄(或) 几何形状无法自支撑 | 增加壁厚(和/或) 在支撑结构上烧制 |
| 烧制部件在层方向上出现大裂缝 | 壁厚过厚 | 在 240°C 下增加烧失保温时间 |
| 烧制部件表面有气泡 | 烧失时间不足 | 在 240°C 下增加烧失保温时间 |
| 烧制部件在随机方向上出现大裂缝 | 开裂(冷却过快) | 降低窑炉冷却速率 |
| 烧制部件塌陷程度超出预期 | 几何形状无法自支撑 | 缩短烧结保温时间(或) 在支撑结构上烧制(或) 打印自定义烧结托盘 |
| 部件顶部和底部之间翘曲 | 烧结托盘拖拽 | 在窑炉架上涂抹窑炉涂层(或) 在窑炉架上放置烧结托盘片 |
| 烧制部件倾斜 | Ceramic Resin V1 烧制时 Z 收缩量过大 | 打印前增加 Z 缩放系数 |
| 烧制部件过于脆弱或多孔 | 窑炉温度不够高 | 增加烧结保温时间 更换窑炉热电偶 |
| 上釉 | ||
烧制时釉料渗入部件 | 素烧部件未完全烧结且多孔 | 增加烧结保温时间 更换窑炉热电偶 检查窑炉峰值温度 |
| 上釉烧制后部件碎裂 | 釉料压缩部件 | 减小釉料厚度 增加冷却时间 釉料可能不兼容 |
其他资源
