
注:
Formlabs 已淘汰此材料,不再供货。有关其他 Formlabs 材料的信息,请访问 选择合适的材料。
注:
Formlabs 已淘汰此材料,不再供货。有关其他 Formlabs 材料的信息,请访问 选择合适的材料。
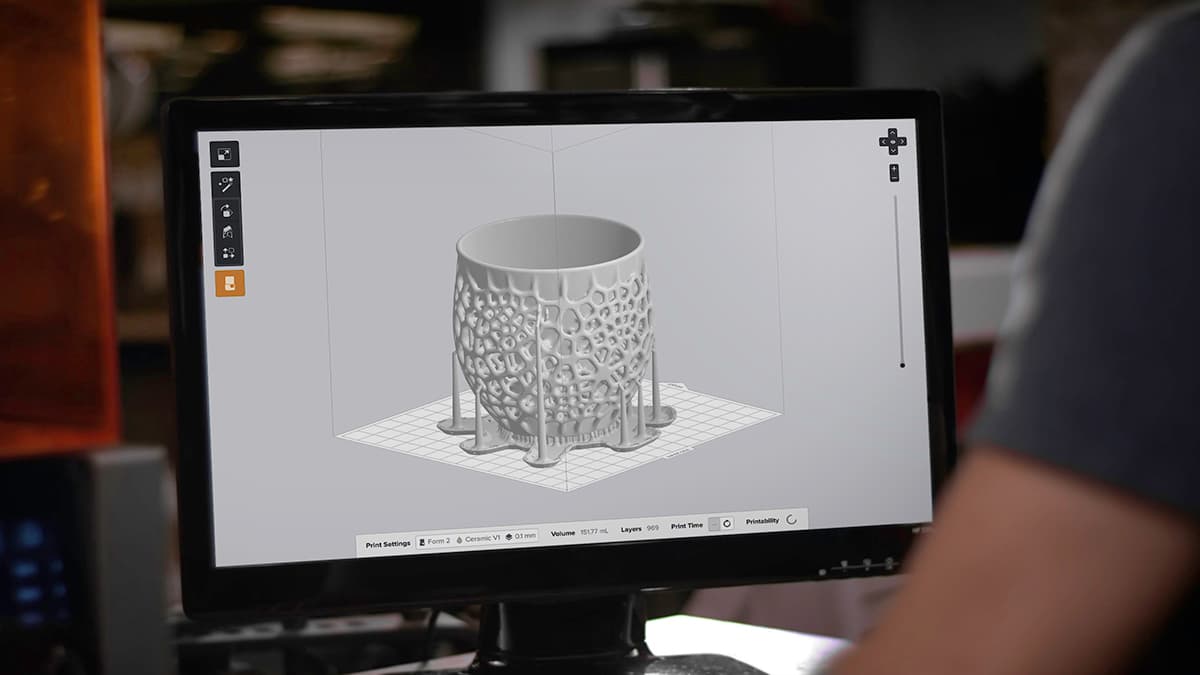
请阅读并遵循 Ceramic Resin V1 使用和设计指南,以便成功使用 Ceramic Resin V1 进行打印。
注:
如需进一步了解 Ceramic Resin V1 的性能或特定材料属性,请参阅 安全数据表 (SDS) 和 技术数据表 (TDS)。请始终参阅安全数据表并将其作为主要信息来源,以了解 Formlabs 材料的安全性能和处理方法。
提示:
部件通常需要经过多次缩放迭代才能达到所需的烧制尺寸。
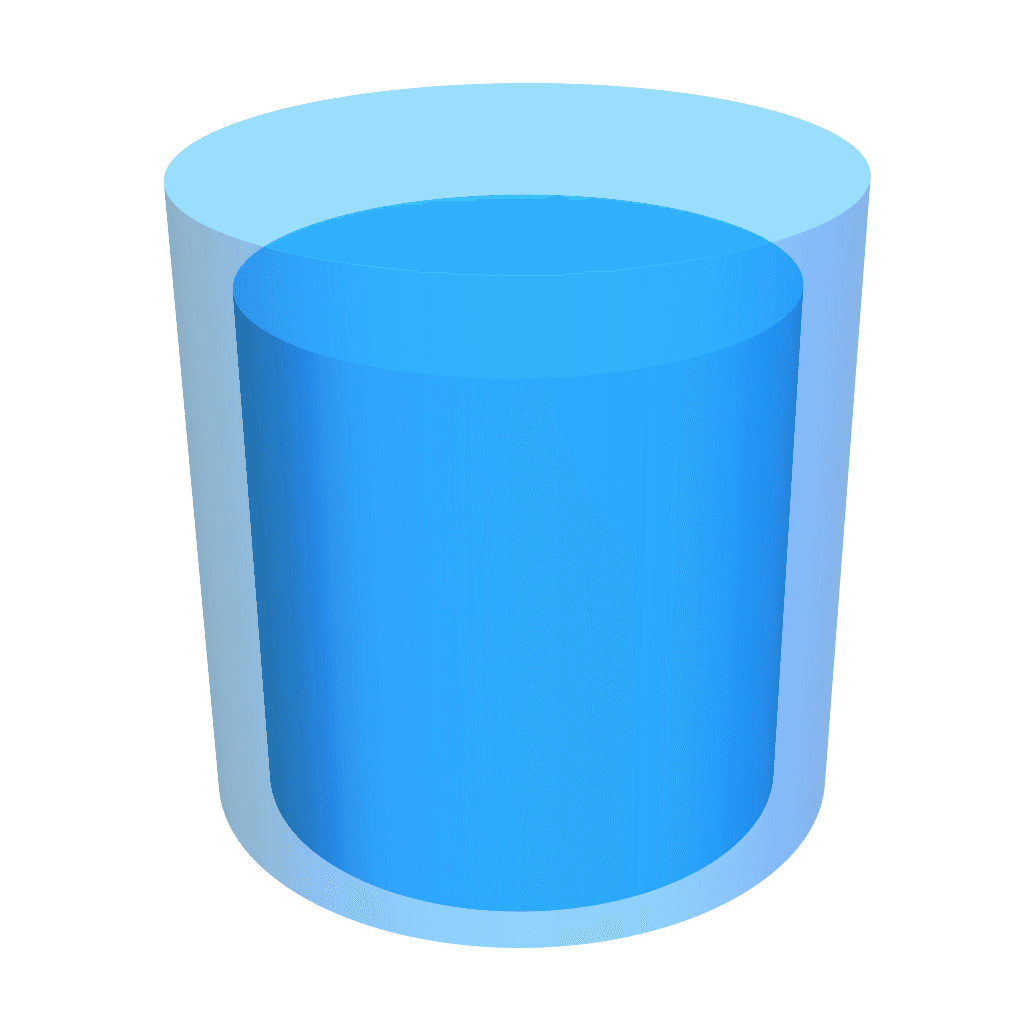
部件体积
最大值:100mL
烧制壁厚
最小值:2mm
理想值:3-6mm
最大值:10 mm
小型壁和特征尺寸可小于 2mm
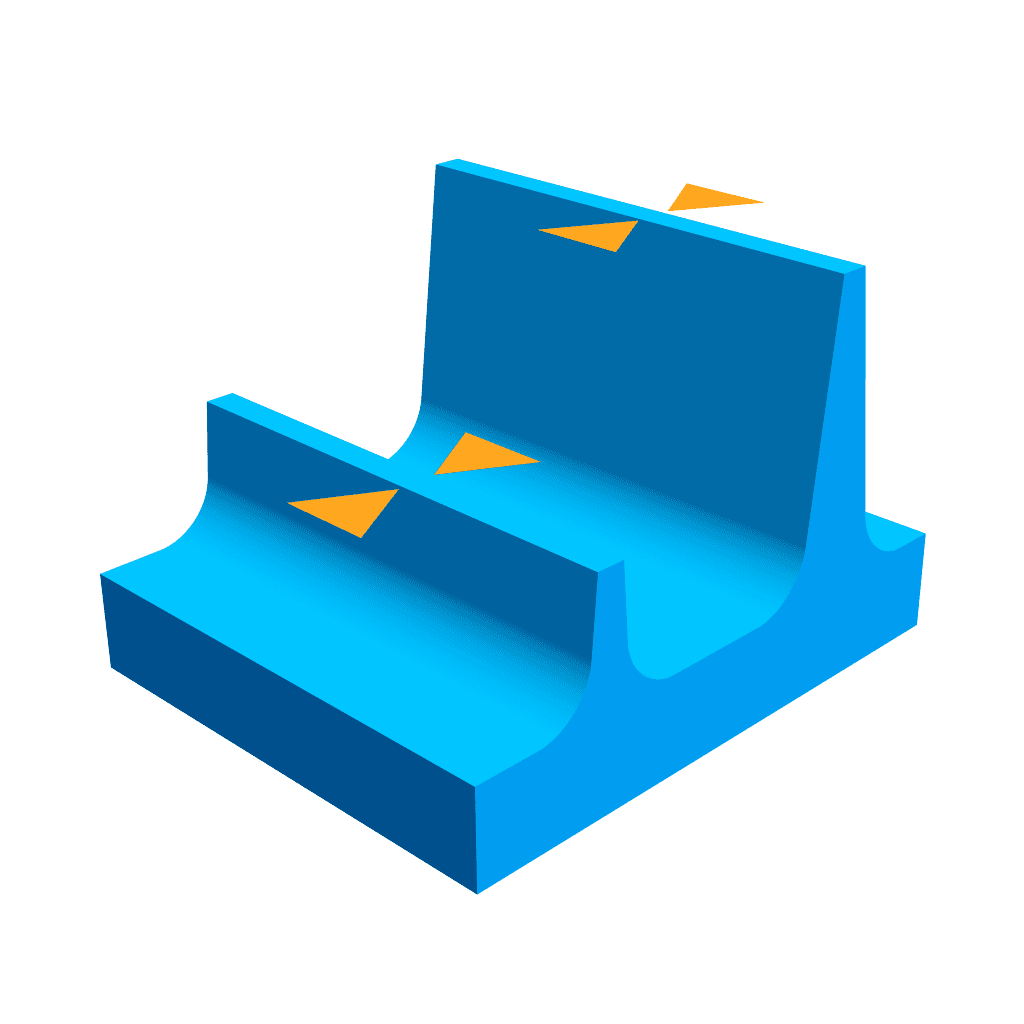
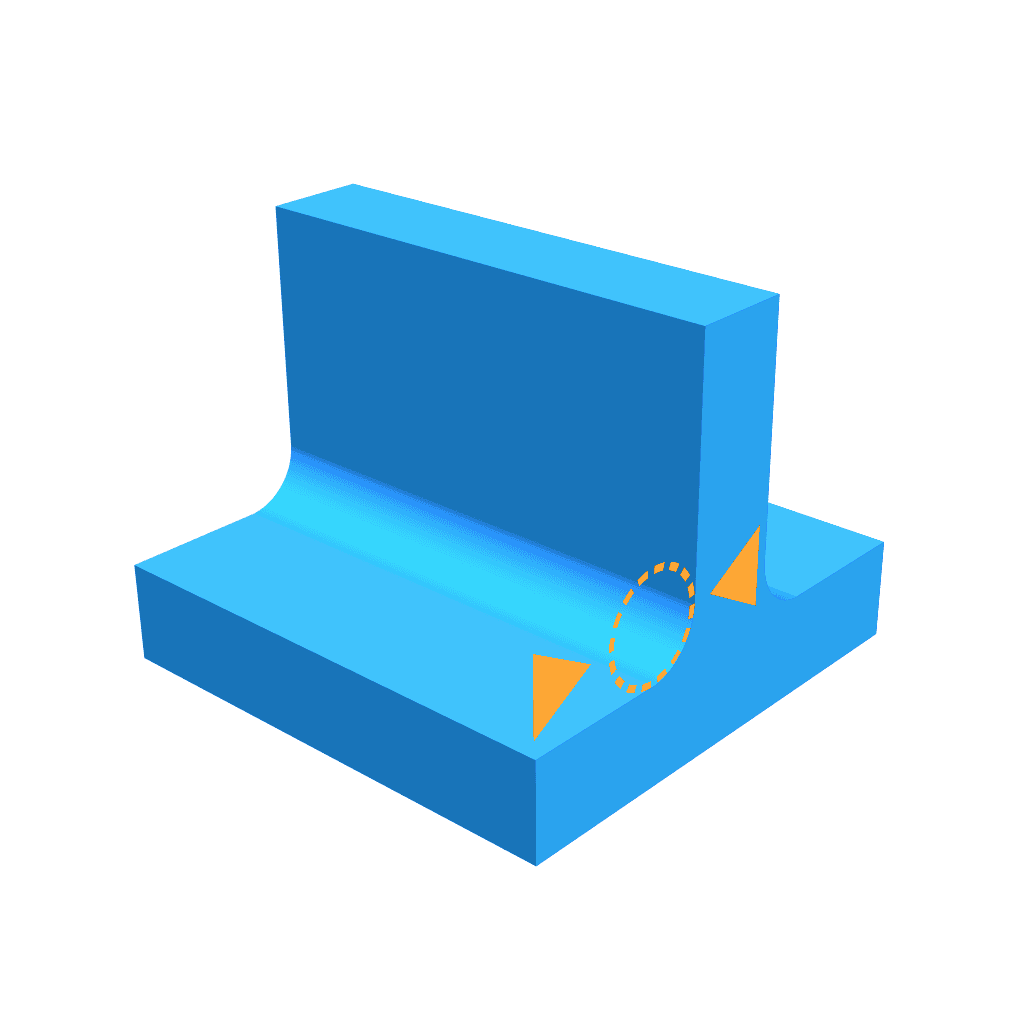
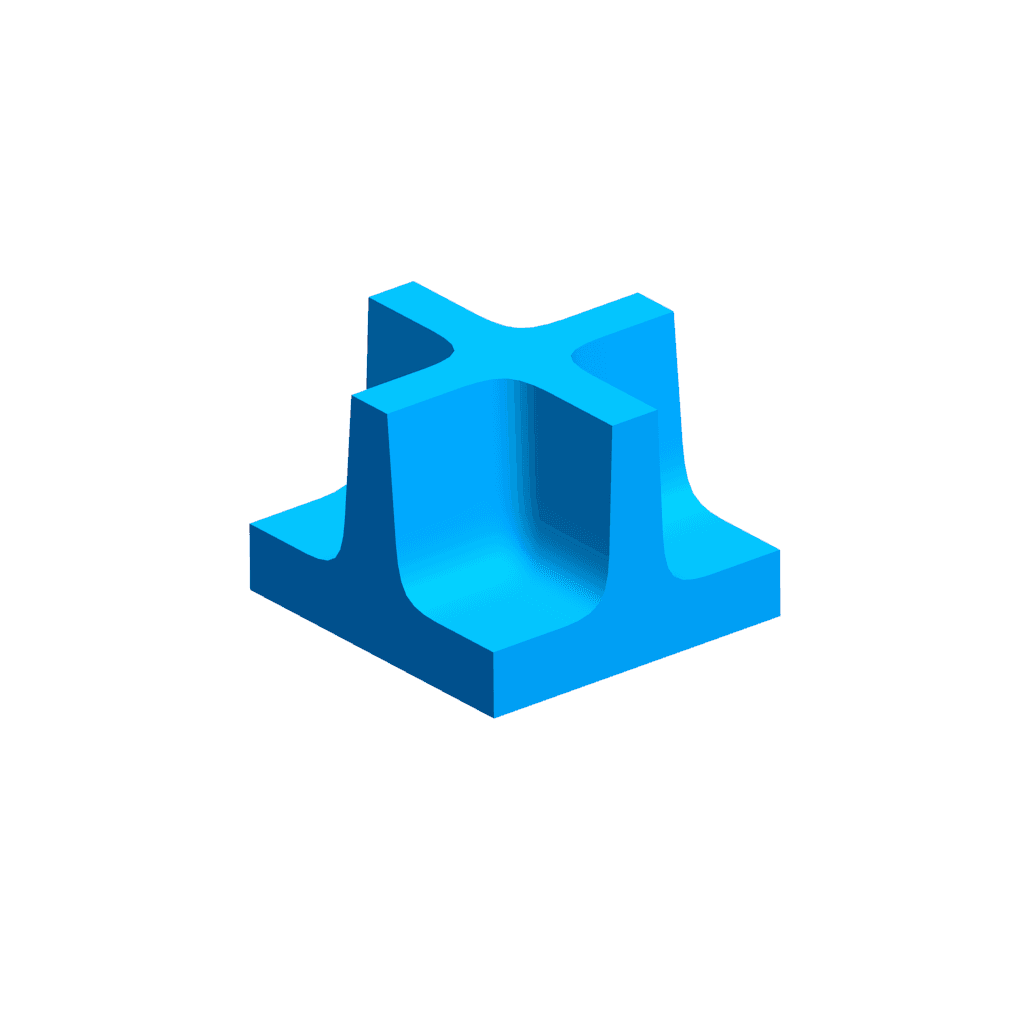
圆角处理
圆角内边缘以避免应力集中并减少开裂:
最小值:1mm 圆角半径
理想值:2mm 或以上
Z 收缩
在烧制过程中,由于层间陶瓷颗粒浓度较低,部件沿打印 Z 轴的收缩量大于 XY 轴。如果模型以一定角度打印,则在烧制时会产生倾斜效果。要纠正不均匀收缩的影响,请使用 PreForm 中的 Z-Scale Factor(Z 轴缩放系数)工具对模型进行预缩放。部件形状将在烧制过程中得到纠正。
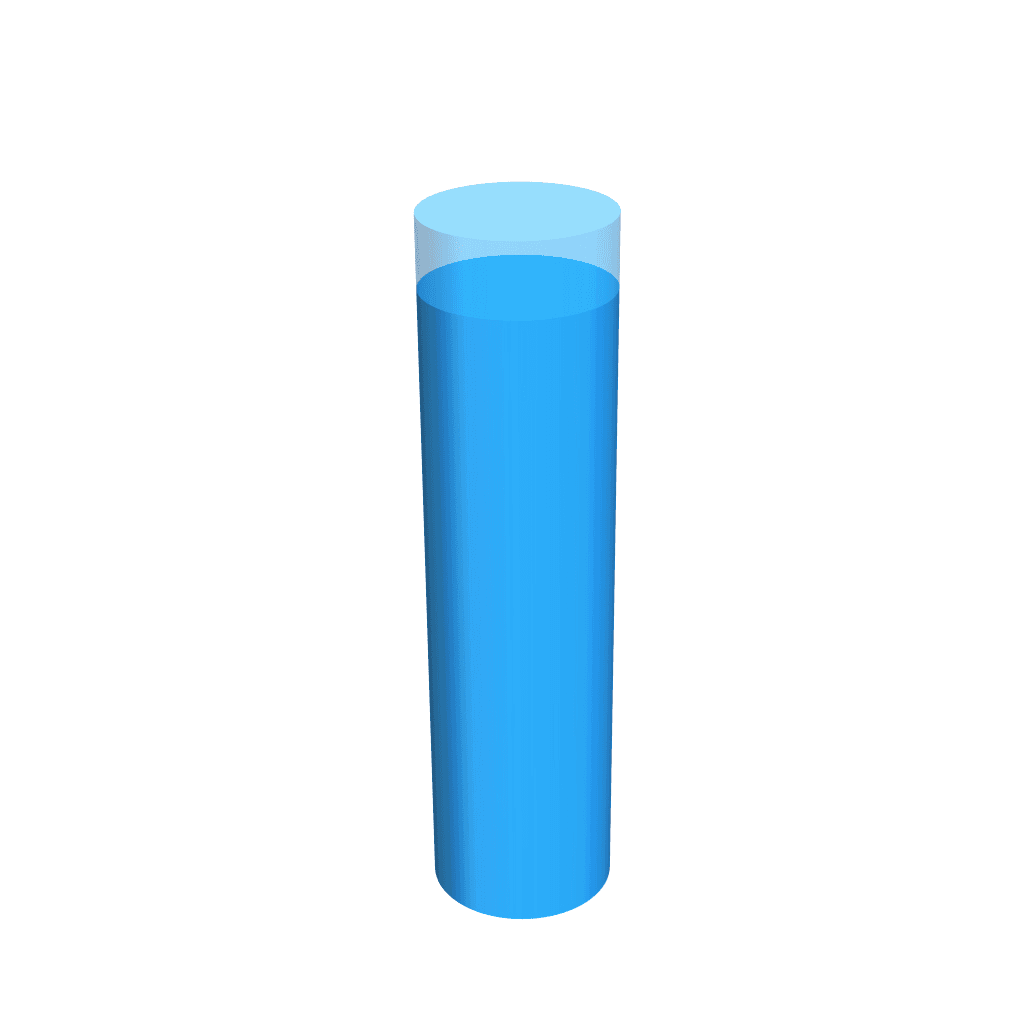
一般收缩
收缩是由烧结引起的,通过增加部件的密度赋予 Ceramic Resin V1 强度。一般收缩会均匀地发生在整个部件上,部件在烧结过程中会收缩约 15%。设置 Z 轴缩放系数后,使用 PreForm 中的 Size(尺寸)工具将 Scale(缩放)设置为 1.15,以补偿收缩。
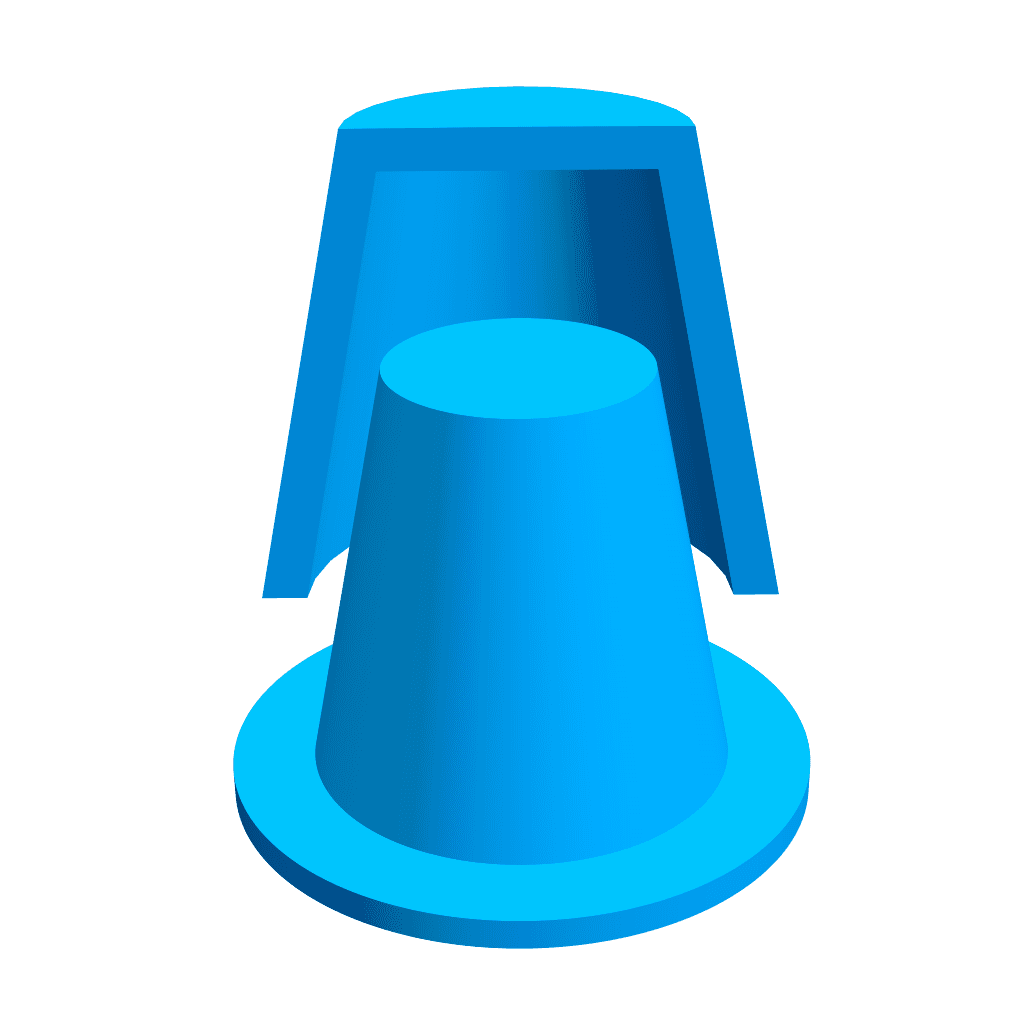
自承结构
陶瓷颗粒在烧结过程中会发生移动,这意味着模型的形状会受到重力的影响。自支撑结构可以保持其形状,但无支撑悬垂结构往往会下垂或塌陷。设计自支撑结构,以尽量减少支撑结构的体积,并防止在烧制过程中塌陷。
无支撑的结构
悬垂结构和桥接结构等无支撑结构通常是不可避免的。控制潜在塌陷效应的主要方法有两种:打印自定义承烧支架。应设计和定向承烧板,使其收缩方向与部件相同。支撑上着火。
其他资源